
在取得最初的几个商业系列成功之后,考特斯德事隆(KautexTextron)阐述了其Pentatonic电池外壳平台的设计过程,该平台采用玻璃纤维/聚丙烯(PP)或尼龙6(PA6)材料,并对压缩成型的层压板进行注塑包覆工艺。
考特斯德事隆的Pentatonic热塑性复合材料(TPC)电池外壳平台在获得公司前两个量产订单之前,经历了大量的研发工作和数个样件阶段。该平台的设计关键包括:热塑性材料、长玻璃纤维、可按需嵌入金属件的能力,以及主要通过自动化压缩成型和注塑包覆工艺来实现集成式密封特征。
多年来,电动汽车(EV)电池壳体一直被视为复合材料具有巨大应用潜力的领域。由于防火安全标准及其他机械性能要求,片状模塑料(SMC)等热固性复合材料在讨论中长期占据主导地位。然而,近年来,一些基于热塑性复合材料的解决方案——其优势包括可回收性,以及能够通过注塑成型等快速和/或低成本工艺实现易于制造的特点——也已向市场展示,并开始获得商业化应用。
一级汽车供应商考特斯德事隆不仅设计出屡获殊荣的热塑性复合材料电池壳体样件,目前还正凭借两个电动汽车系列项目,扩大热塑性复合材料电池壳体部件的商业化生产规模。
考特斯德事隆在推出其Pentatonic平台进入电池壳体领域之前,专业从事塑料汽车零部件(如燃油箱)已有数十年。“到2017年底,我们观察到全球电动出行动能强劲,意识到这可能会极大地改变汽车行业。因此,我们开始讨论拓展产品组合,将电动汽车相关产品纳入其中。”考特斯德事隆工程总监罗曼·布菲耶(RomanBouffier)表示。
在考虑公司应该开发哪些部件时,“电池壳体对我们来说是非常自然的选择,”他说道,“它是车辆中的储能系统,而我们以制造燃油箱闻名。因此,这是一个顺理成章的一对一替代。”
此外,考特斯在满足车辆底部零部件设计要求方面拥有丰富经验,具备向全球客户交付相对大型零部件的专业能力,并且有将金属部件转化为塑料件的先例。“直到20世纪70年代,燃油箱还是由钢材制成,而那时我们就成功将其转换为塑料。对于面对金属电池壳体这一同样挑战,我们对自身的经验和能力充满信心。”布菲耶说。
图片
玻璃纤维增强热塑性塑料,压缩成型与注塑成型
此前专注于非增强塑料的考特斯德事隆,是如何开发出纤维增强复合材料电池壳体的?
“当时(大约2017年)一切都处于开发阶段,但我们已经在复合材料方面积累内部经验,因为插电式混合动力汽车变得非常流行且产量不断增加,”布菲耶解释道,“这类车辆配备了承压式燃油箱,其要求与传统内燃机汽车的燃油箱不同。”传统塑料油箱在施加压力时有变形的风险,因此公司开始采用纤维增强塑料进行开发,以增加这些承压油箱的刚度。
图片
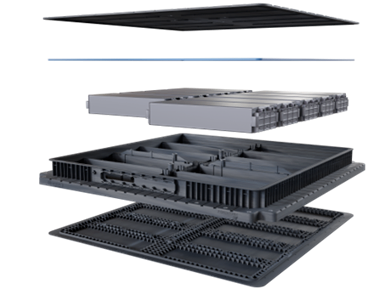
电池外壳的设计因客户要求和所用电池类型而异(图中为一个基于模块化电池壳体的效果图),但典型部件包括上盖和底部防护件,两者密封在一起,将容纳电池的主壳体夹在中间,此外还包括冷却、排气和模块固定装置。
很快就能明确,复合材料也将是电池外壳的最佳材料选择,因为零部件的抗冲击和防火要求是非增强塑料难以满足的。考特斯还认识到,与客户正在考虑的金属替代方案相比,复合材料具有显著优势。“对于许多复合材料应用而言,相对于其他材料(如金属),使用复合材料的主要驱动力是轻量化,这对一些电动汽车客户来说非常重要。不过,在这个案例中,我们的主要驱动力是成本效益,以及将多种功能集成到一个复杂、一次成型的部件中的能力。”布菲耶表示。
他解释说,典型的铝制电池外壳需要大量型材,这些型材需要按长度切割并焊接在一起,然后这些焊缝还需要进行密封处理。“这给这些焊接点带来了泄漏的风险,并且还需要多个装配步骤。而采用注塑成型或压缩成型等复合材料工艺,我们可以直接从模具中获得相同的部件,最终得到一个本质防泄漏的壳体。此外,我们可以直接集成安装点或横梁等特征,而且复合材料不像金属那样容易腐蚀。因此,采用复合材料有很多好处。”他说。
由于公司主要业务已经集中在热塑性材料上,因此选择热塑性方案进行电池外壳的开发是一个容易的决定。“我们内部具备很强的热塑性能力,热塑性材料在可回收性方面具有更多固有的优势,而且追求汽车大规模量产项目根植于我们的理念之中。”布菲耶补充道。
为了保持零部件的成本效益,玻璃纤维被选为增强材料。“成本也是我们早期就决定专注于聚丙烯(PP)和尼龙(PA)等工程塑料的原因,”布菲耶说,“除非一项新技术能为大规模汽车生产带来经济效益,否则你无法将其引入该领域。”
起初,考特斯受到了一些潜在客户的质疑,他们怀疑采用工程级热塑性塑料制成的玻璃纤维复合材料能否通过像UL94和V-0测试中那样严格的防火阻燃和热失控要求。“这就是为什么我们一开始更专注于PA6,因为它具有更好的阻燃性能,并且我们对该材料进行了大量测试和研究,”布菲耶说。
然而,结果却出乎意料。“我们认识到,满足防火要求不仅需要正确的材料,还需要部件设计与材料(包括树脂和纤维含量)的紧密结合,”他说,“最终,我们在防火安全方面对部件设计进行了深度优化,以至于我们也能有信心利用(成本更低的)PP来开发相关能力。”具体来说,他认为可以通过设计壳体外部特定的加强筋和法兰结构来提供最佳保护。
重要的是,考特斯还意识到,尽管与全铝或全钢结构壳体相比,复合材料具有诸多优势,但这些金属也可以根据客户要求,集成到混合设计中以结合各自的优点。“我们可以将钢板或铝板集成到我们的增强结构中。通过将所需的机械性能引入电池壳体的任意部位,我们能够真正根据需求进行定制化设计,集成大量功能并节约成本,”布菲耶说。
这个鞋盒大小的电池外壳样件是采用注塑成型工艺制造的,专为混合动力电动汽车设计。考特斯还展示了在这些部件中加入可回收或生物基树脂的能力。
研究了哪些制造工艺?“这还是要回到零部件设计上来,”他说。公司首先发展了压缩成型的能力,“因为电池壳体的尺寸非常大——很多人认为对于两平方米大小的薄壁部件,注塑成型是不可行的。所以我们开始使用压缩成型来制造大型壳体,但同时也并行发展注塑成型的能力,以便能够快速且经济高效地为混合动力汽车制造较小的、鞋盒大小的壳体。我们希望掌握全方位的能力。”
随着考特斯德事隆与合作伙伴开展更紧密的合作,并最终完成一系列样件制造,他们清楚地认识到,对于许多设计而言,最优工艺实际上是两种能力的结合——先压缩成型主要的底部壳体,然后对多种集成特征进行注塑包覆。
基于模块的全尺寸样件
在内部开发出初步材料和制造能力之后,考特斯开始与现有及潜在客户合作,进行电池外壳的CAE模型、设计研究和概念开发。然而,“问题在于,我们无法(向其他潜在客户)分享这项开发工作,这始终是保密的,”布菲耶指出。“我们需要一个可以向全球展示、用以验证这项技术的全尺寸样件,因此我们很早就决定投资于相应的模具和设备。”
考特斯与压缩成型专家WeberFibertech以及材料供应商朗盛合作,开发了这一内部名为“地平线项目”(ProjectHorizon)的首个样件。
这款基于模块化设计的玻璃纤维/PA6电池壳体样件,旨在满足抗冲击和防火要求。其外层采用了连续纤维有机片材以增加额外刚度,并注塑包覆了保护性法兰(见底部图片中的垂直立柱)。
目标是开发出一套尺寸为1400×1400毫米、基于模块的全尺寸电池壳体,包含上盖和下盖,能够改装到大众ID.3中型纯电动汽车(BEV)上,考特斯已购置该车型用于道路测试。
底部壳体托盘集成了防撞结构,采用直接长纤维热塑性塑料(D-LFT)压缩成型工艺制造。该工艺使用了朗盛(Lanxess)的DurethanB24CMH2.0PA6树脂和长玻璃纤维粗纱,同时在外层采用了朗盛Tepexdyanlite连续玻璃纤维/PA6材料以增加额外刚度。“底部表面本质上是一块巨大的压缩成型复合板材,然后所有功能特征都通过注塑成型工艺添加。这使我们无需对整个表面进行注塑,也不需要使用巨大的锁模力通过压缩成型将这些功能部件成型到零件中。我们制造出复合板材,将其放入注塑模具中,合模后,就可以增加加强筋、法兰区域、安装点和密封面,”布菲耶解释道。
如今,考特斯的电池壳体在其位于中国工厂的一条高度自动化的大吨位压缩成型生产线上制造。
该样件也包括一个压缩成型的玻璃纤维/PA6上盖,但布菲耶指出,在碰撞保护和防火安全方面,最具挑战性的要求是下盖和底部防护件。“上盖没有那么复杂——你甚至可以使用一个简单的铝制冷却板作为上盖,搭配我们的复合材料下盖。对我们来说,真正有趣的产品是那些棘手的东西;更高的要求需要工程设计去寻找新思路。就这一点而言,意味着要更加关注底部壳体。”
最终的样件接受并最终通过了一系列国际公认的电池电动汽车测试,例如欧洲经济委员会的ECER100法规以及中国标准GB38031。
“电芯到电池包”样件
基于模块的样件完成后发生了什么?布菲耶解释道:“这个领域的发展速度太快了,以至于当我们完成第一个样件的制造和测试时,电池模块的概念已经不是最前沿的了。当时正在开发的主机厂项目已经从基于模块的概念转向电芯到电池包(cell-to-pack)的概念。特斯拉是第一家,现在许多主机厂都在朝这个方向发展。因此,我们也开发了我们的电芯到电池包样件,以证明我们能够应对多种电池概念。”
电芯到电池包的底托盘包含了专门设计的电芯定位支架,在本案例中,这些支架还与用于紧急泄压和防止热失控的爆破片功能相结合。电池由玻璃纤维/PP电芯固定座固定,这些固定座也可以包含额外的增强结构或集成式冷却器。
正是在这个时候,公司也决定验证其以PP作为热塑性基体材料的能力,以证明即便改用这种更具成本效益的树脂,电池壳体仍然能够满足防火安全要求。
电芯到电池包壳体的设计挑战在于:电池是以无数个小电芯的形式插入的,需要配合适当的热管理将其固定到位。以往的设计通常采用某种结构泡沫注入壳体内部。
在这个概念中,考特斯寻求一种更坚固且产生废料更少的解决方案。与基于模块的设计类似,该样件包括一个由长玻璃纤维(这次使用的是PP)压缩成型的下盖,以及一个由玻璃纤维/PP有机片材层增强的上盖。然后,考特斯将玻璃纤维/PP电芯定位支架以及紧急泄压阀和其他特征,通过注塑包覆的方式直接成型在下盖中。
随着两个样件项目的推进,以及公司开始为最终的量产客户项目做规划,考特斯德事隆最终决定将压缩成型能力内部化,并在其中国工厂建立了一条大吨位的生产线。“这也为我们开发原型样件提供了更大的自由度,”布菲耶说。
从2023年开始,公司开始参加一系列贸易展和客户技术日活动,向汽车行业介绍Pentatonic电池壳体平台。“一旦我们拥有了这些可以在展会、展览和会议上向客户展示的大型复合材料部件,局面就发生了根本性改变,”布菲耶说,“客户能够亲手触摸和感受这个部件,我们也能够为他们提供数据和部件,让他们在内部自行测试,进行真实的防火和碰撞试验。‘地平线项目’为我们打开了许多扇门。”
行业奖项与首批量产系列部件
这些门中的第一批是多个表彰公司成就的奖项。2022年,考特斯荣获SPE中欧汽车分会“赋能者”类别奖项以及中国“朗轩创新奖”;2023年,Pentatonic平台荣获SPE“GrandInnovationAward”。
一个多材料底护板的示例,该护板将压缩成型的热塑性复合材料(TPC)板与铝板相结合,作为针对越野动态冲击的额外增强结构。使用同一套模具,考特斯还为公路车辆制造了全TPC版本。见下方视频中的自动化生产单元。
这款底护板实际上有两种变体,均出自同一套模具(这对为主机厂降低工装成本来说是一个非常酷的成就)。一种是适用于公路的全热塑性版本,另一种是适用于越野的多材料版本。因此,图示显示的是越野版本。铝板用于增强岩石爬行能力(就像你在犹他州摩押看到的那种路况),以满足2.5kJ的动态冲击要求,但并非用于冷却,因为该护板位于电池包的外侧。
随后,考特斯于2023年初收到了第一个TPC底护板的系列生产订单,用于电池壳体下方的额外保护。
2025年,考特斯宣布获得了一份为客户生产底部电池壳体的合同。目前还不能透露该主机厂的名称,由于该平台将在2027年款车型上首次亮相,也不能展示具体的壳体图片,但布菲耶指出:“我们可以说的是,这是一个电芯到电池包的概念,并且是一个集成了多种车型的大规模量产平台。”
“与该主机厂的合作故事始于相当久之前,从前期工作和现场技术日活动开始,”他继续说道,“我们举办了一场大型技术日活动,来自(主机厂)金属团队的一些技术人员在那里看到了我们的(样件ID.3)车辆。他们钻到车底,查看了所有的东西。这就是一切的开端。该主机厂的工程团队开始与我们讨论,我们共同启动了一个预开发项目,并根据他们的要求进行了定制化开发。”
在这个设计中,底部壳体具有2平方米的表面积,既起到底部防护的作用,又为整个壳体提供密封功能。“这与纯粹的底护板有一个重要的区别,”布菲耶指出,“在所有损坏和碰撞的情况下,电池可能会撞击壳体内侧——保持其密封性是绝对必要的。因此,围绕这一点进行了大量密集的开发工作,从仿真开始,然后进行实验室规模的测试以验证仿真,最后进行全尺寸测试。”他补充说,CAE在开发过程中发挥了重要作用——紧凑的设计空间不允许有过度的工程设计。
开发过程首先是将客户现有的铝制电池壳体与考特斯的Pentatonic样件进行评估和对比。“然后我们能够根据客户的具体要求对其进行重新设计,”他说,“通过最初的样件,我们了解了哪些能做哪些不能做,并将这些经验直接应用到该客户的设计中,以确保我们避免任何内部和外部防火测试的问题。在该项目中,复合材料每次都优于铝材。”
这一量产设计起始于一块压缩成型的金属-复合材料混合板,其中带有模塑成型的深拉结构,将连续玻璃纤维/PP层压板与薄钢板层叠在一起。“连续纤维增强热塑性塑料与钢的组合非常独特,这是该概念的关键之一,”布菲耶说,“与玻璃纤维相比,钢材以非常低的成本带来了大量的刚度和弹性,而周围的复合材料可以说保护了钢材免受腐蚀。”
通过注塑包覆长玻璃纤维/PP,可以增加加强筋、排气通道、螺纹点和密封面。“这种材料与压缩成型件所用的材料相同,因此我们能在板材与注塑包覆材料之间的整个界面上实现牢固的粘合与密封。这正是此工艺的妙处所在。”他说道。
“我们之所以赢得这些底部壳体订单,是因为我们能够展示出材料所带来的巨大优势——底盘的耐腐蚀性、最高的机械性能,以及能够根据局部要求进行调节的能力。我们切实展示了从铝材或钢材转向复合材料或混合复合材料壳体所带来的好处。”
预计到2026年底,配备这些电池壳体的电动汽车将上路行驶。而随着考特斯德事隆持续发展并落实其Pentatonic平台,未来还将有更多此类产品问世。
 English
English 简体中文
简体中文































