
玻璃钢是20世纪60年代后期船舶制造的一种新型的复合材料,具有质量轻,强度高,耐腐蚀,可塑性强的特点。经过数十年的发展,玻璃钢材料已在中小型船艇建造上得到了大量应用,尤其是在近年来在游艇,高速艇和旅游客船上得到了广泛的使用,更尤甚近又在渔船上应用。玻璃钢船舶建造成型工艺也由较早使用的手工糊制,模压成型技术,发展到缠绕,喷射,注射多种方法,机械化成型比例越来越高。
1. 真空导入工艺(Vacuum infusion process,VIP)
真空导入工艺,简称VIP,在模具上铺增强材料(玻璃纤维,碳纤维,夹心材料等,有别于真空袋工艺),然后铺真空袋,并抽出体系中的空气,在模具型腔中形成一个负压,利用真空产生的压力把不饱和树脂通过预铺的管路压入纤维层中,让树脂浸润增强材料后充满整个模具,制品固化后,揭去真空袋材料,从模具上得到所需的制品。VIP采用单面模具(就象通常的手糊和喷射模具)建立一个闭合系统。
真空导入工艺公诸于世很久了,这个工艺在1950 年出现了记录。然而,直到近几年才得到了发展。由于这种工艺是从国外引入,所以在命名上有多种称呼,真空导入,真空灌注,真空注射等。
2.理论
真空导入工艺基于1855年法国水力学家达西创立的水力理论,能被广泛的应用,有其理论基础的,这就是着名的达西定律:
Darcy’s Law)t=ℓ 2h/(2 kDP ),t 是导入时间,由四个参数来决定;h-树脂粘度。从公式上可以看出所用树脂的粘度越低,则所需导入时间就越短,因此真空导入所用的树脂粘度一般不能太高。这样可以使树脂能够快速的充满整个模具。-注射长度,指的树脂进料口与到达出料口的之间的距离,距离长当然所需的时间亦长。DP-压力差, 体系内与体系外压力差值越大,对树脂的驱动力也越大,树脂流速越快,当然所需导入时间也越短。k= 渗透性,指玻纤,夹心材料等对树脂浸润好坏的参数。k 值大说明浸润好,象多向毡要比方格布,短切毡易被树脂浸润。因此为了使得树脂在增强材料被压实的情况下能方便的充满体系,一般会人为设置一些导流槽,比如在夹心泡沫上下打孔等。
3.材料要求
作为以真空导入工艺生产的船舶中使用的树脂要求:
(I)低粘度。一般在100-400mPa.s左右。好不高于200mPa.s;(2)适当的放热峰温度,一般不高于80℃;(3)在使用温度达到60℃前,玻璃钢层材仍有合适的强度;(4)长期在潮湿环境下(相对湿度95%),仍与所选玻璃布有很好的结合强度:(5)可在常温下固化;(6)有足够长的凝胶时间,保证工艺的完成,而且后能完全固化;(7)耐气候性好;(8)耐油脂性好;(9)阻燃性好;(10)价格低;(11)固化收缩率低等。
对于树脂体系的各种组分,如树脂、固化剂、促进剂、阻聚剂、色浆和填料等都要开展相应的树脂流动性、粘度和固化反应动力学的研究,以保证工艺的可靠性(图3)。其研究手段包括DSC、DTA、动态粘度计等。
3.1树脂
当准备开始真空导入的试验时,先要选用合适的树脂,是环氧树脂还是不饱和聚酯树脂。真空导入工艺的树脂,不能用普通的树脂来代替,它对粘度,凝胶时间,放热峰,浸润性等有特殊的要求,具体可咨询树脂供应商。

3.2固化体系
如果是环氧树脂,要使用其相对应的专用固化剂;不饱和树脂常用的固化剂是过氧化甲乙酮。不同的厂家其质量是不一样的,选用时对其评价,不能因为用量少的材料而影响到整个制品的质量。

3.3 增强材料
增强材料一般常用的是玻璃纤维和碳纤维。比如复合缝边毡,单布等,具体要根据力学设计。选用时好做一下实验,渗透性如何,因为纤维在制造过程中选用的浸润剂,粘接剂的不同对树脂的浸润会不一样,导致终制品的力学性能会有很大的差异。

3.4夹心材料
一般常用的是Balsa 木,PVC 泡沫,PUR/PIR 泡沫,强芯毡等。依据制品的需要选用合适的夹心材料。

3.5设备、辅材
真空泵,接口,压力表,导流管,脱模布,导流布,真空袋等等。真空导入工艺用所的材料不是随随便便拿来就能用,每种材料都要经过实验加以确认,以此判断是不是适用.

一般来说,各种形式的增强材料,如短切毡、长丝毡、无捻粗纱织物(方格布)、加捻织物、缝编织物以及夹芯材料(泡沫、轻木和蜂窝)等都可以应用,应用的织物面密度大可至87kg/M2。但是要注意到,不同织物对真空导入工艺的影响是很大的,要尽量采用渗透率高、对树脂浸润性好的织物。
在采用芯材时,则需采用GPS芯材。
4 真空树脂导入工艺研究
4.1树脂的流动可分为两类:
由压力梯度决定的浸润或宏观流动(纱线束间)的流速。(Macroscopic flow)。
由纤维毛细管压力和表面张力决定的浸透或微观流动(纱线束内)的流速。(Microcosmicflow)
影响流速和流道的因素包括:原材料、导流介质、铺层和真空度等。两种速度必须相当,如果流动前锋一旦汇合,就很难排出所包裹的气体,在微观层次上排除气体要受到树脂粘度和纤维束周围表面张力的影响。
研究发现,高渗透率导流介质的应用,大大缩短了充模时间,树脂在导流介质中流动大大快于在预制件中的流动,但二者的差距保持一个恒定值,充模时间只是导流介质渗透率的函数,受预制件渗透率的影响很小。导流介质的应用使充模时间减少50-80%。
在工艺中要防止由于不合理铺层等导致的“短路效应(cutline)”,在这些低阻力区,树脂流动速度会增加10-100倍,从而使工艺不能在预想的情况下进行。
目前有相当多的软件可模拟真空导入工艺中的流动过程,包括树脂流动前锋的位置和图样,可预先发现工艺中潜在的问题,并使工艺达到佳化

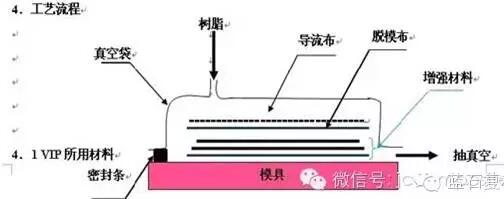
4.2 VIP 工艺流程
为了要了解材料如何使用和如何安排。为了解说方便,我们以如所例示意图为例子。
步:准备模具
和其它积层工艺一样,对VIP 来说高质量的模具也是必须的。表面要有较高的硬度和较高的光泽,并且模具边缘至少保留15 厘米,便于密封条和管路的铺设。对模具进行清理干净,然后打脱模蜡或抹脱模水。

第二步:施工胶衣面可以根据制品的要求,可以用产品胶衣和打磨胶衣,选用类型有邻苯,间苯和乙烯基。用手刷和喷射的方法施工胶衣。

第三步:增强材料铺设
选用增强材料-玻璃纤维,碳纤维,夹心材料…这要依据制品强度要求来定。选择增强材料对积层工艺来说是很重要的一步,但对于VIP 要多考虑几点。虽然所有织物都可以用,但不同的材料和织法会影响树脂流速。

第四步:真空袋材料铺设
先铺上脱模布,接着是导流布,后是真空袋。在合上真空袋之前,要仔细考虑树脂和抽真空管路的走向,否则有的地方树脂会无法浸润到。铺设时要非常小心,以免一些尖锐物刺破真空袋。

第五步:抽真空
铺完这些材料后,夹紧各进树脂管,对整个体系抽真空,尽量把体系中空气抽空,并检查气密性,这一步很关键,如有漏点存在,当树脂导入时,空气会进体入体系,气泡会在漏点向其它地方渗入,甚至于有可能整个制品报废。

第六步:导入树脂
树脂加入硬化剂搅拌均与,把进树脂管路插入配好的树脂桶中,根据进料顺序依次打开夹子,注意树脂的量,必要时及时补充。

第七步:脱模
树脂凝胶固化到一定程度后,揭去真空袋材料。从模具上取出制品并进行后处理。

两者的优缺点比较如下:
手糊工艺(Hand lay-up)是一种开模工艺,目前在玻璃纤维增强的聚酯复合材料中占65%。他的优点是在模具的形状改变上有很大的自由度,模具价格低,适应性强、产品性能得到市场认可和投资少等。所以特别适合于小公司,也适合于船舶及航空航天产业,这儿通常是一次性的大部件。但该工艺也存在一系列问题,如可挥发有机物(VOC)排放超标、对操作人员的健康影响大、人员易流失、许用材料限制多、产品性能低,树脂浪费并且用量大等,尤其是产品质量不稳定,产品的玻纤和树脂比例、部件厚度、层材制造速率、层材的均匀性等都受操作人员的影响,要求操作人员有较好的技术、经验和素质。手糊产品的树脂含量一般在50%-70%左右。开模工艺的VOC排放超过500PPm,苯乙烯的挥发量高达使用量的35%-45%。而各国规定都在50-100PPm。目前国外大都改用环戊二烯(DCPD)或其它低苯乙烯释放树脂,但苯乙烯作为单体还没有好的替代品。
真空树脂导入工艺是近20年来发展的低成本制造工艺,尤适合于大型产品的制造。其优点如下:
(1)产品性能优良,成品率高。在同样原材料的情况下,与手糊构件相比,真空树脂导入工艺成型构件的强度、刚度及其它的物理特性可提高30%-50%以上(表1)。工艺稳定后成品率可接近100%。
(2)产品质量稳定,重复性好。
(3)抗疲劳性能提高,可减轻结构重量。
(4)环境友善。
(5)产品整体性好。
(6)减少原材料使用,减少用工。
(7)制品精度好。
当然目前真空树脂导入工艺也有一定的缺点:
(1)准备工序时间较长而且较为复杂。需要正确的铺层、铺设导流介质、导流管、有效的真空密封等。因此对于小尺寸产品,其工艺时间反而超过手糊工艺。
(2)产生较多的废料。如真空袋膜、导流介质、脱模布及导流管等辅助材料都是一次性使用,而且目前相当多的要依赖进口,故生产成本比手糊工艺高。但产品越大,这个差别越小。随着辅助材料的国产化,这一成本差别也越来越小。当前研究可多次使用的辅助材料是本工艺的一个发展方向。
(3)工艺制造有一定的风险。尤其是大型复杂结构产品,一旦在树脂灌注中失败,产品易报废。
因此要有较好的前期研究,严格的工艺控制和有效的补救措施,以保证工艺的成功。
5 结语
蓝石公司工作团队通过理论结合实践的操作, 总结国内市场的技术支持和工厂生产经验, 累积了成套工艺技术支持的能力. 可为客户提供从材料选型,模具生产,样制作,生产管理的一站式技术和材料配套服务.
更多信息请关注复材网www.cnfrp.com
 English
English 简体中文
简体中文































