
 English
English 简体中文
简体中文
































5月7日,世界知识产权组织(WIPO)公开了日本东丽株式会社的一项国际专利“含有上浆剂的碳纤维束及其制造方法、碳纤维增强复合材料及压力容器”(公开号WO/2026/094759)。
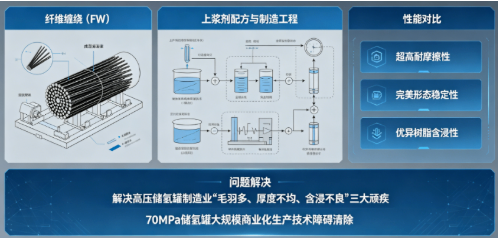
这份专属专利技术,由东丽专为纤维缠绕成型工艺研发打造,属于全新一代碳纤维应用技术。研发团队从碳纤维束结构形态、浸润剂配比方案以及整体生产流程多处着手完成系统性优化革新,顺利达成高耐磨性能、结构形态稳定、树脂浸润效果出众三大关键优势同步兼备。
此番技术革新,有效化解了高压储氢罐行业长久以来存在的纤维起毛、壁厚偏差、树脂浸润不充分等行业痛点,也为70兆帕高压储氢罐实现量产落地与市场化普及,扫除了核心技术层面的阻碍。
1、现有技术致命缺陷与行业痛点
1)纤维缠绕成型工艺的矛盾
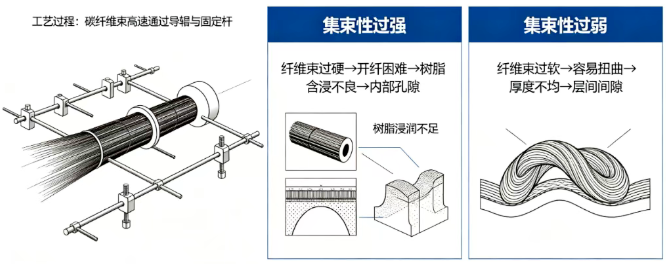
纤维缠绕成型工艺是高压容器主流且实用的核心制备方式,该工艺对原材料有着极高标准。碳纤维丝束在高速穿行各类导向辊与定位杆件的过程中,一方面需要具备出色的聚拢规整效果,从根源减少丝束起毛现象;另一方面还需拥有良好的分散延展能力,保障树脂可以均匀浸透。二者本身存在难以调和的制衡关系:
集束性过强→纤维束过硬→开纤困难→树脂含浸不良→内部孔隙
集束性过弱→纤维束过软→容易扭曲→厚度不均→层间间隙
2)传统技术的局限性
目前行业内各类改良办法都存在明显短板:
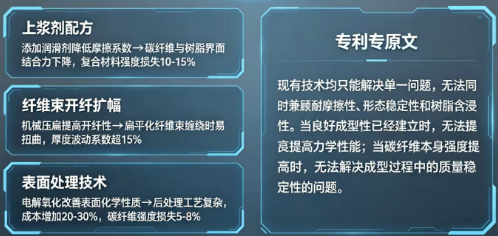
调整浸润剂配比,依靠加入润滑成分减小摩擦阻力,却会削弱碳纤维和树脂之间的界面粘合强度,直接造成复合材料整体强度下滑,降幅大致在10-15%。
采用机械方式将丝束压扁延展来提升分散效果,经过扁平化处理的纤维束在实际缠绕作业中极易发生形变扭曲,成品厚度差异率能达到15%以上。
运用电解氧化等表面改性手段优化纤维表面特性,不仅后续加工流程繁琐,会让整体生产开支增加两到三成,还会造成碳纤维本体强度出现5-8%的损耗。
相关专利内容也曾提及,当下各类传统技术手段都只能针对性改善某一项问题,没办法同时兼顾耐磨性能、结构稳定性能与树脂浸润效果。即便顺利达成理想成型状态,也难以继续提升制品综合力学表现;若是单纯提升碳纤维自身强度,又难以把控实际加工成型环节的成品品质稳定性。
二、破局思路
东丽此次推出的专利技术核心研发思路十分清晰,产品主要面向高压承压容器领域进行适配研发。团队围绕纤维缠绕成型工艺对碳丝束在外形结构、界面结合以及实际加工层面提出的各项使用标准,逆向敲定碳纤维束的整体设计参数,再顺着生产链路完善全套制备流程,率先完成碳纤维自身性能与实际加工工艺需求的一体化协同研发设计。
依托这一研发逻辑,该专利正式把工艺适配性纳入碳纤维核心设计准则,还创新性搭建起一套相互适配、能够精准量化的三大性能评判标准。
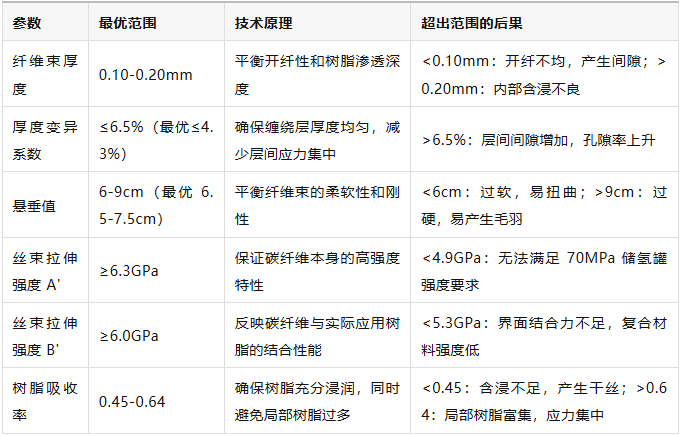
第一,极致均匀的扁平形态:厚度的绝对控制。专利要求上浆后碳纤维束厚度严格控制在0.10-0.20mm,同时厚度的变异系数(CV值)须在6.5%以下,更优可至4.3%以下。东丽指出,纤维缠绕工艺中的树脂含浸性高度依赖纤维束的厚度;过厚(>0.20mm)将阻碍树脂渗透,而过薄(<0.10mm)则易在开纤时产生间隙不均、降低含浸的情况。厚度的均匀性同样关键——cv值过高意味着纤维束截面存在明显薄弱点,即便平均厚度合格,也会在卷绕层间形成不致密的间隙,严重削弱cfrp层间应力传递。<>
第二,恰到好处的柔硬度:引入“悬垂值”量化集束性。东丽首次引入“悬垂值”(DrapeValue)作为碳纤维束硬度的工艺指标,并界定最优范围为6-9cm。悬垂值过小(<6cm),说明纤维束过软、单丝间集束力不足,通过导辊时易发生局部弯折和捻曲;悬垂值过大(>9cm),则纤维束过硬,不仅擦过时产生大量毛羽,且含浸性能显著恶化。该项指标的精确量化,使纤维束的集束性控制首次摆脱经验范畴,进入数据驱动的精准设计阶段。
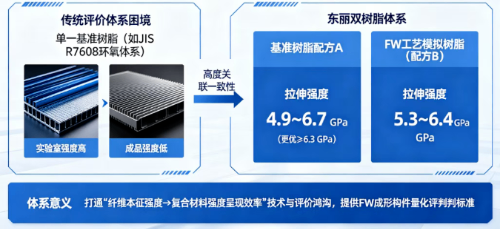
第三,双重树脂体系下的关联强度量化评估。传统碳纤维强度的评价通常依赖单一基准树脂(如JISR7608规定的环氧体系),但该体系的界面化学环境与实际纤维缠绕成型所用的树脂存在显著差异,导致“实验室强度高,成品强度低”的困境。东丽专利的创举在于采用“双树脂体系交叉验证”:要求纤维在基准树脂配方A下的拉伸强度达4.9-6.7GPa(更优可至6.3GPa以上),同时须在实际纤维缠绕工艺模拟树脂(配方B)下测得的强度达5.3-6.4GPa,且两种强度之间具有高度的关联一致性。这种评估体系的重大意义在于打通了“纤维本征强度→复合材料强度呈现效率”之间的技术与评价鸿沟,为设计高强度、高品质的纤维缠绕成型构件提供了可量化的评判标准。
三、核心技术方案
该技术通过对十多个关键参数的精确控制,得到了一组能够同时满足三大性能要求的"参数组合"。
1)上浆剂结构设计与优化
上浆组分在碳纤维整体质量中占比仅为0.7-1.0%,却能够直接左右碳纤维加工适配性,同时深刻影响复合材料成品综合性能。该专利针对上浆体系完成三大颠覆性优化升级:
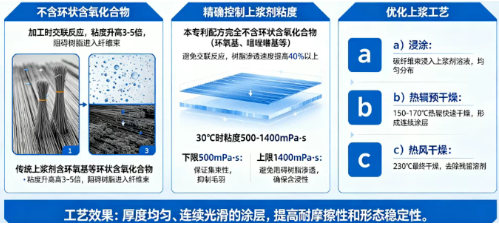
摒弃环状含氧类物质配方:市面主流传统上浆体系普遍含有环氧基团、噁唑啉基团等环状含氧结构物质,此类物质在实际加工工况下极易发生交联反应,可使体系黏度上升3-5倍,大幅阻碍基体树脂向纤维丝束内部渗透填充。本专利所用全新配方彻底剔除各类环状含氧化合物,从根源杜绝交联现象出现,可让树脂浸润速率提升40%以上。
实现上浆体系黏度精准管控:该专利严格限定上浆剂在30℃环境下的黏度区间为500-1400mPa・s。设定500mPa・s黏度下限,可保障碳丝束具备合格聚拢效果,从源头减少起毛问题;设定1400mPa・s黏度上限,可规避黏度过高阻滞树脂渗透的问题,稳定维持优异浸润效果。
升级完善整套上浆制备流程:此项技术采用浸涂处理+热辊预烘+热风终干的三段式复合上浆工艺。其一为浸涂工序,将碳纤维束充分浸入调配好的上浆液中,保障涂层附着均匀;其二采用150-170℃热辊完成快速预干燥处理,促使上浆物质在纤维表层形成完整连续覆膜;最后在230℃温度环境下完成热风深度烘干,彻底脱除内部残留溶剂。整套工艺可在碳纤维表面形成厚薄一致、平整顺滑的均匀覆膜,进一步提升材料耐摩擦能力与外形结构稳定性。
2)制造工艺的精确控制
在优化丝束结构与上浆技术之外,该专利还对碳纤维全生产工艺流程完成系统性升级,重点优化了预氧化与碳化两大核心制备环节。
两步预氧化工艺:该技术适配单丝纤度0.58-1.20dtex、丝束根数18000-42000根的聚丙烯腈前驱体原丝,实行精细化预氧化参数管控。预氧化是实现原丝向耐高温改性纤维转变的核心工序,对成品碳纤维力学强度起到决定性作用。工艺采用分级氧化处理模式,先在230-250℃环境中完成初级氧化反应,助力纤维内部构筑稳固的梯形分子骨架;随后升温至265-285℃开展深度氧化改性。工艺创新之处在于,深度氧化阶段依托红外光谱(IR)特征峰比值实现在线实时工艺把控:当1370cm⁻¹预氧化结构特征峰与1453cm⁻¹残余烯烃C=C特征峰比值处于0.70-0.75,同时和1254cm⁻¹特征峰比值维持在0.50-0.65区间时,即为预氧化反应最优工艺状态。借助这套数字化判定标准,有效缩小不同生产批次产品的品质偏差。
碳化工艺:在600-800℃低温碳化区间内,工艺将拉伸延伸倍率严格限定在1.00-1.15狭小区间;进入1000-1600℃高温碳化阶段后,统一把控升温速率为0.4-1.1℃/秒,实际生产优选1300-1500℃作为最佳终温。碳化过程升温速度过快,会让纤维内部裂解气体快速向外析出,极易诱发内部组织结构缺陷;倘若升温节奏过于缓慢,则会阻碍碳网结构定向规整排布,最终制约碳纤维整体力学强度发挥。
四、技术效果
为了验证本发明的效果,专利中提供了20个实施例和9个比较例的详细数据。
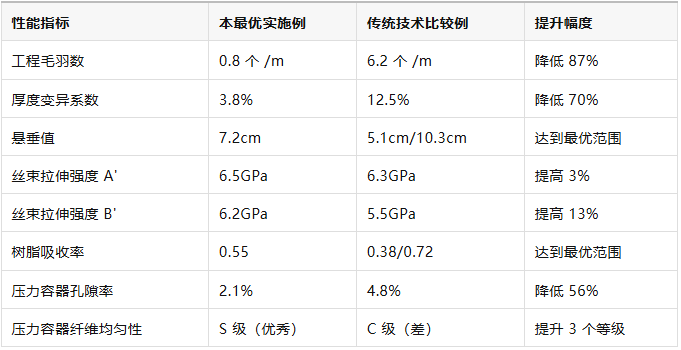
在70MPa高压储氢罐爆破性能测试当中,采用该款新型碳纤维制备而成的储氢罐体,实测爆破压力相较于传统材质罐体提升幅度达到27%。同时罐体呈现出安全性更佳的分层式破裂失效形式,试验过程中并未产生碎块四散飞溅的现象,整体使用安全性能得到全方位提升。