
 English
English 简体中文
简体中文
































亚琛工业大学纺织技术研究所的研究人员正探索借助粘性预浸丝束制备混杂缠绕层,在无需增设设备、更换工装以及裁切纤维的前提下,实现复合材料压力容器封头部位的局部补强。
图左为研究员马库斯・韦尔什,图右为扬内斯・杜尔,二人手持研究所管状复合材料实验室试制的工艺试样。图片全部来源:德国亚琛工业大学纺织技术研究所
储氢用复合材料压力容器是燃料电池系统中的核心部件,但其生产成本高昂。根据工作压力不同,复合材料缠绕层成本约占容器总成本的57%至67%。通过对封头区域进行定向补强来降低材料耗用,已然成为复合材料压力容器研发的核心方向。德国亚琛工业大学纺织技术研究所正在开展相关研究,探究仅依靠纤维缠绕工艺能否实现封头局部定向补强,有望省去以往封头专属补强方案中繁杂的额外加工工序。
圆筒形压力容器自身的受力分布特点带来了设计难题:其环向应力数值为轴向应力的两倍,而封头区域所需的补强效果,远超常规极向缠绕与螺旋缠绕所能提供的补强性能。美国能源部2013年发布的一份设计报告曾提出一种补强方案,即在正式缠绕作业前,于封头处铺设离散碳纤维条带实现局部补强;但2015年的后续报告因该工艺流程复杂、不利于规模化量产,将这一技术剔除出基础设计方案。
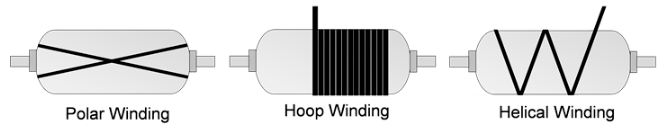
图1纤维缠绕式压力容器常用缠绕成型方式
自此之后,行业内涌现出两种主流改进技术路线。德国塞沃特克公司推出桑巴专业压力容器型纤维贴片铺设设备,可在缠绕作业前,于内胆封头表面铺设定向薄纤维贴片;荷兰塔尼克公司则搭建一体化机器人工作站,集成自动铺丝、纤维缠绕与橡胶自动缠绕技术,可在复合材料铺层流程的任意阶段完成封头局部补强施工。但这两种方案均存在弊端,要么需要跨设备转运工件,要么需频繁更换工装,还额外增加了纤维裁切与铺设专属工序。
亚琛工业大学纺织技术研究所研发了全新技术思路:利用预浸丝束自带的粘性特性,在纤维缠绕过程中成型混杂缠绕层。常规极向层、螺旋层、环向层的两端端点均统一处于封头区或筒体区,而混杂缠绕层一端设于封头区域,另一端设于筒体区域。
预浸丝束将纤维与半固化树脂整合为一体半成品,其自带的粘性树脂可在缠绕过程中产生摩擦力,能够实现传统湿法缠绕工艺无法稳定成型的非测地线缠绕轨迹。依托该工艺制备的局部补强层,可灵活嵌入复合材料任意铺层位置,全程无需更换生产设备、调整工装夹具,也无需裁切与重新送料纤维。

图2纤维缠绕封头补强层工艺试制试样
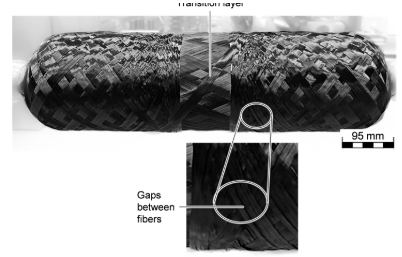
图3双封头完成局部补强缠绕,两层补强结构由过渡层相连
目前该技术已在研究所管状复合材料实验平台完成实验室可行性验证,但仍存在诸多工程难题亟待攻克。最主要的问题是筒体端点处易出现材料堆积:多层混杂缠绕层叠加缠绕时,需错开端点位置,避免局部壁厚过大,进而引发结构安全性隐患。筒体端点与封头过渡区的间距也需精准优化,该参数受缠绕张力、丝束宽度以及容器直径多重因素影响;缩短间距虽能节约原材料,却会大幅提升纤维滑移、排布失稳的风险。
下一阶段研发工作将依托莱茵金属英文特公司研发的RHWind缠绕程序生成铺层结构模型,开展有限元仿真分析。在与该企业联合开展的政府资助氢能合作项目中,研究所已完成该软件功能拓展,可实现混杂缠绕层设计,并将可量产的铺层结构数据导入有限元分析软件,开展高精度渐进式损伤仿真模拟。
研究核心目标为验证混杂缠绕层能否达到足够的局部补强效果,以此判定其能否替代部分传统螺旋缠绕层;若验证可行,将依托仿真结论优化筒体端点布设位置与工艺适用区间,推进工业化试制试验。