
 English
English 简体中文
简体中文
































设计规范的健全;验证手段的进步;计算机CAE分析手段的健全;拓扑结构优化及仿真技术的进步。
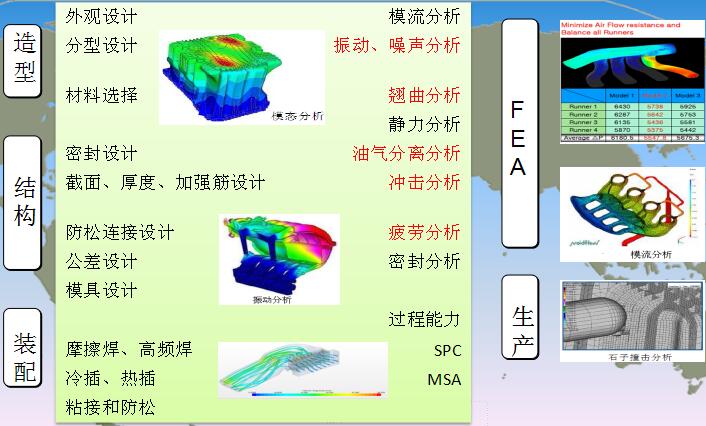
设计兼容软件:ANSYS分析软件、PRO/E、ALGOR SOLIDWORKS、MODLFLOW等软件;可以进行有关模拟分析:力学性能的分析计算、模流分析、模态分析、NVH分析、工况模拟分析。
2、设计程序

3、新产品开发程序
新产品开发流程
1、市场调研报告
2、可行性分析报告(风险评估报告)
3、项目预算表
4、APQP(先期质量策划)小组成立
5、APQP开发计划
6、产品设计和开发
FEMA分析(潜在失效模式分析)
阶段性评审
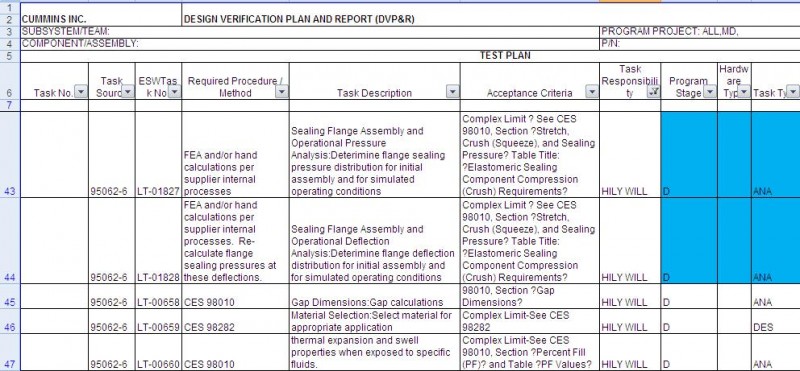
8、DVP&R(设计验证计划和报告)
9、项目总结
10、项目鉴定
11、资料收集
4、新产品开发实例分析
①、造型及logo的设计
②、材料设计及选择
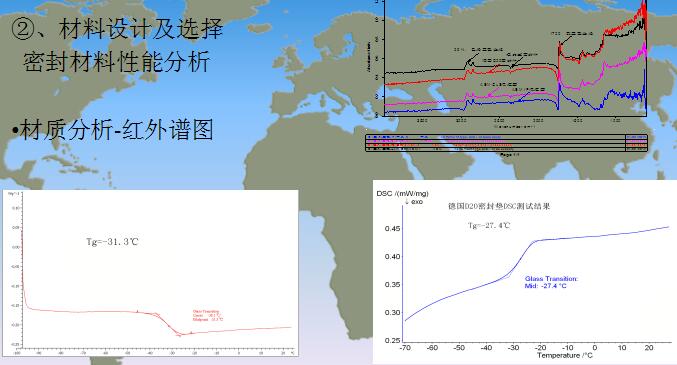
密封材料性能分析
材质分析-红外谱图

缸盖罩材料:通过材料性能及产品的特性要求选择材料。通过扫描电镜对材料进行分析,材料成分为40%的玻矿增强的PA66。
③、造型及工艺分解

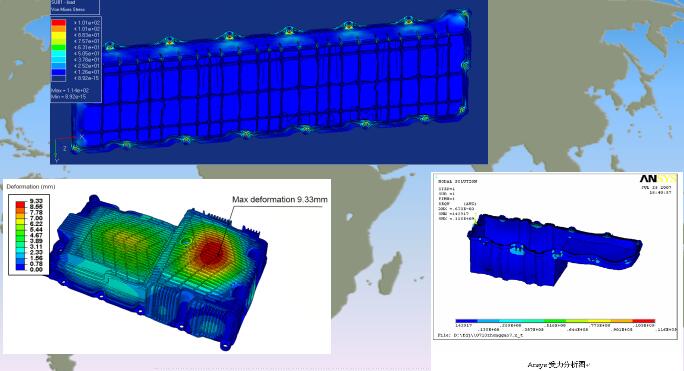
④、结构分析和优化
⑤、受力分析
⑥、密封设计
密封结构设计;填充率、压缩率设计
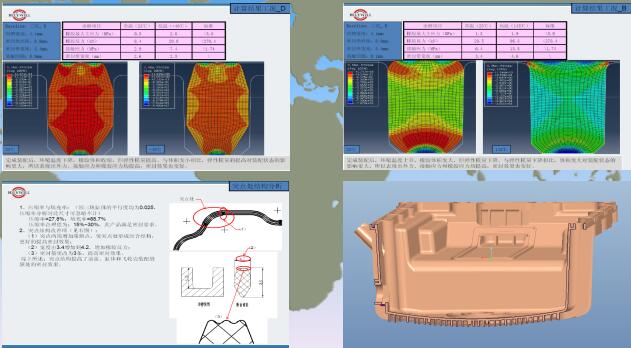
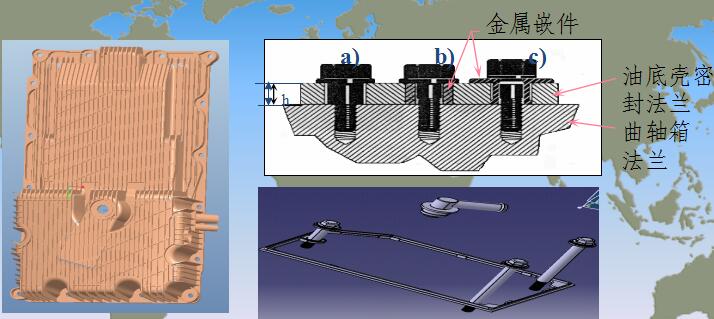
法兰边设计;螺栓连接设计
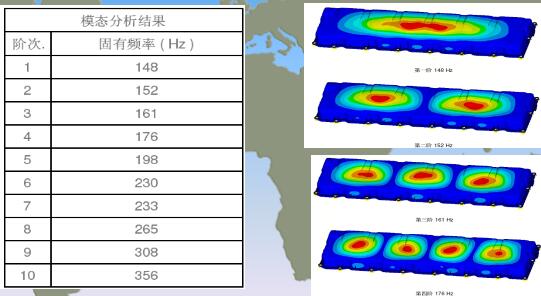
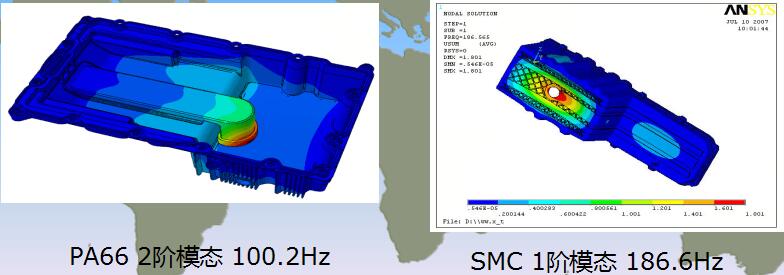
⑦、主体结构 模态设计
产品的结构的模态分析,固有频率从1阶到10阶分别见下表:
⑧、主体结构 加热器设计
安装在油底壳内部直接加热机油的加热棒式预热器,适合用于非金属油底壳。

⑨、集成设计 呼吸器集成设计 吸油器集成设计
⑩、DVP&R设计 设计开始就确认试验验证计划,从设计阶段开始,分阶段进行各种方式的验证,确保产品终上线万无一失。
CAE验证;样件验证;小批验证等。
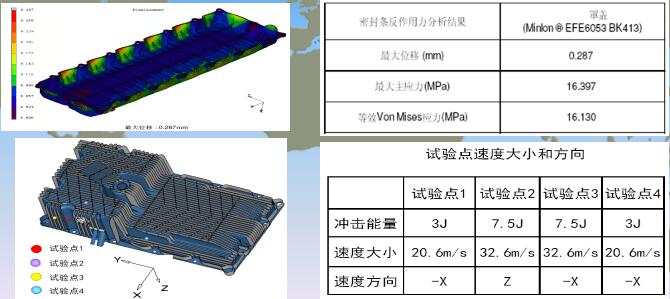
密封性能CAE分析;飞石冲击分析
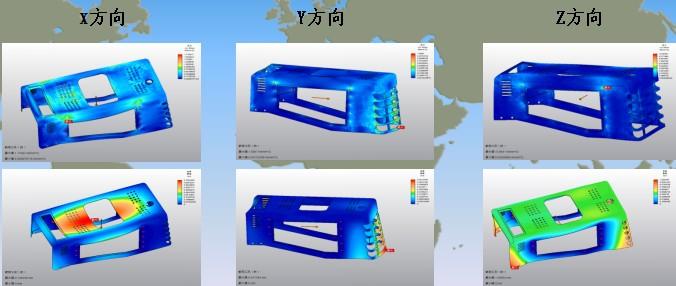
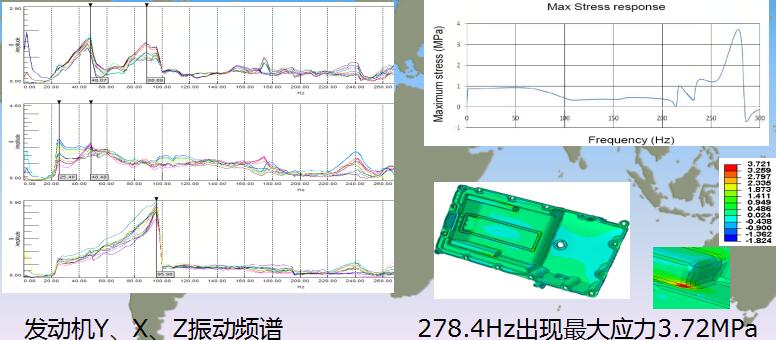
振动模态分析
振动应力分析
密封性能分析
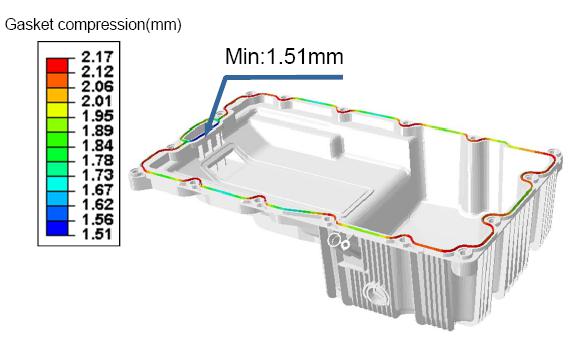
145 ℃小压缩1.51mm,小密封压力2.2MPa
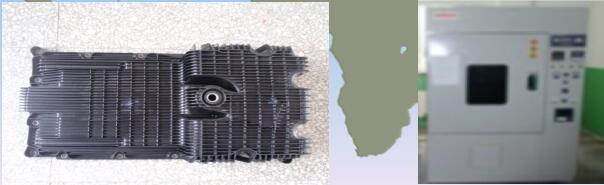
1000h,150℃耐热验证
150℃,1000小时热考核后:
要求产品满足0.5bar压力下的密封性测试;
要求壳体及密封圈无裂缝、裂纹;
要求老化后产品的密封压力>2倍的内压(1bar)
台架试验
1000h,基于产品蠕变和垫圈老化造成的法兰压力降低后,要求密封压力>1bar,满足0.5bar压力下的密封性测试。

小批试制;
项目总结:采购、工艺文件、检验文件等固化;
结题。
更多信息请关注复材网www.cnfrp.com