
 English
English 简体中文
简体中文

































1. 钢制部件的轻量化:薄壁化、拼焊一体化结构,减重25% 左右,大可达40%
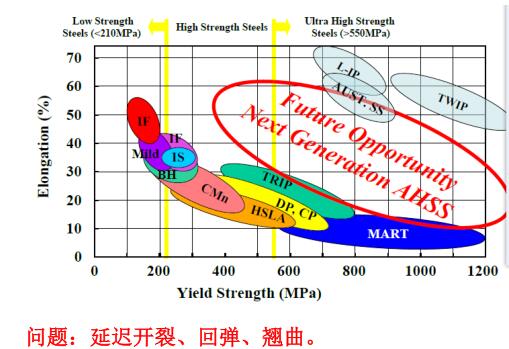
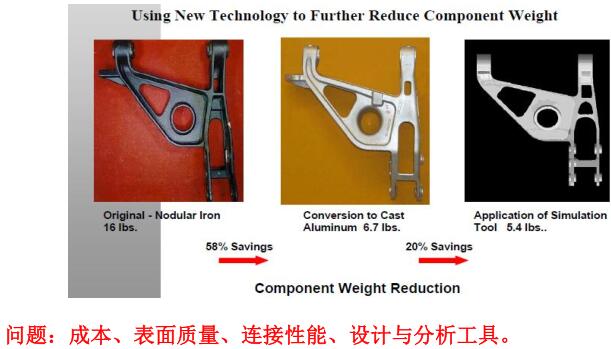
2. 铝合金: 以5 系和6 系为主,替代钢和铸铁,减重40% 左右,大可达60% ,较高强钢成本上升1.3-2。
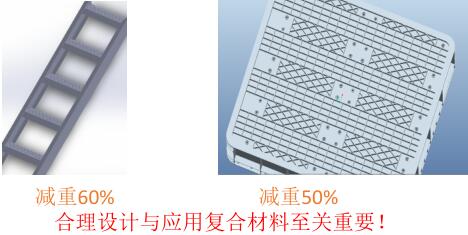
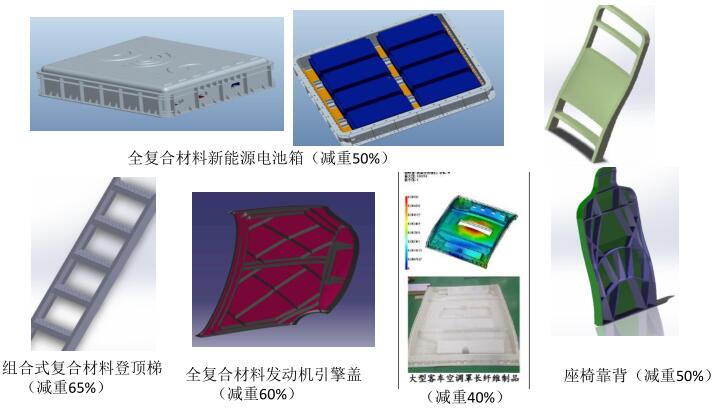
3. 复合材料:
玻纤增强复合材料: 替代钢,减重25-35% 左右,生产成本较高强钢上升1-1.5 倍。碳纤增强复合材料: 替代钢,减重50-65% 左右,生产成本较高强钢上升2-10。
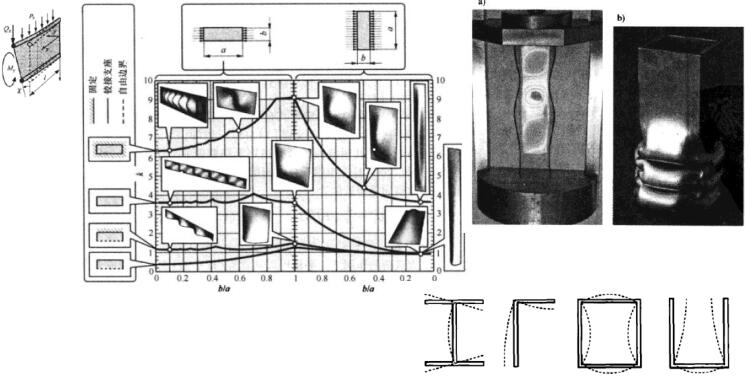
轻量化:满足性能要求,重量小。以薄壁结构为特征,静力学刚度和动态振动、疲劳
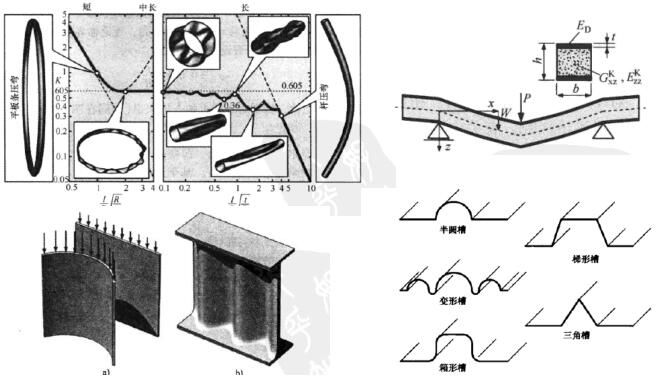
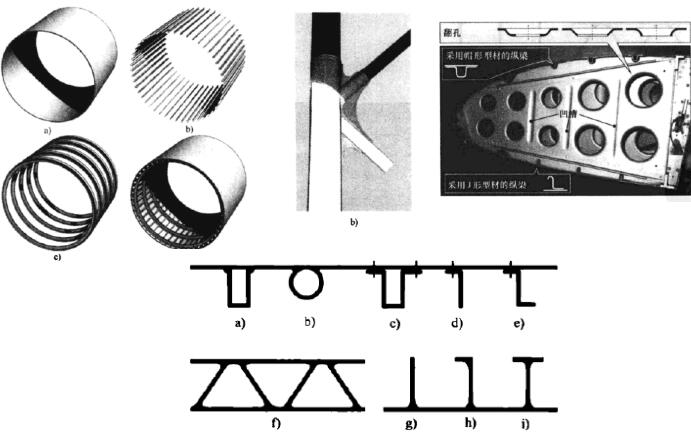
三、长纤增强热塑性复合材料-结构-工艺一体化设计
复合材料的特点:材料、结构可设计性强,工艺灵活,面向产品的可控制造!
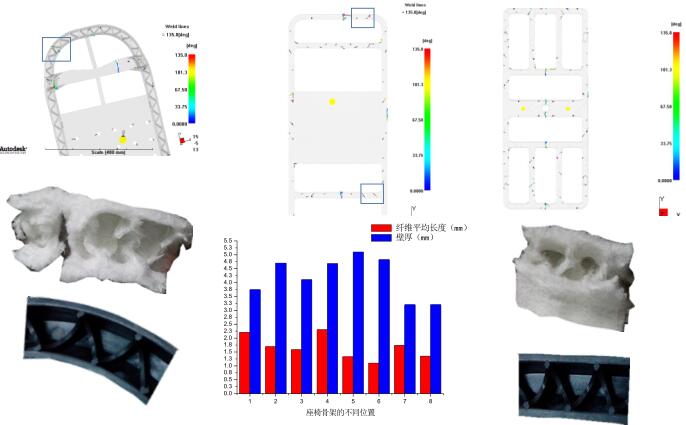
以长纤注塑座椅骨架为例:皮-芯结构; 纤维取向、长度、含量分布
长纤复合材料注塑性能计算及其重要性
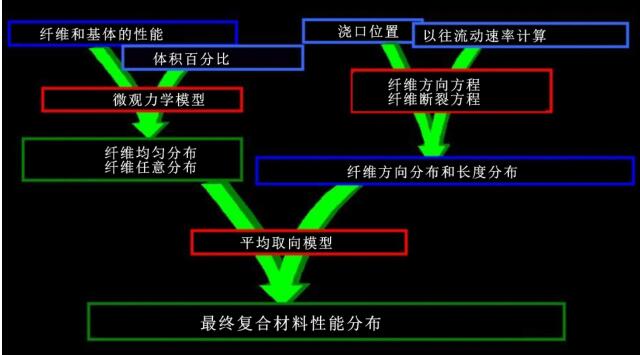
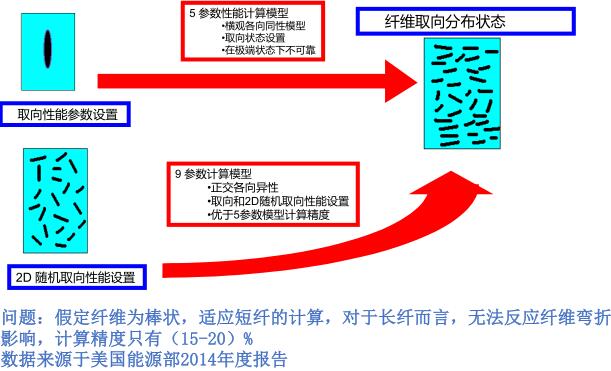
目前计算中采用的纤维取向计算模型
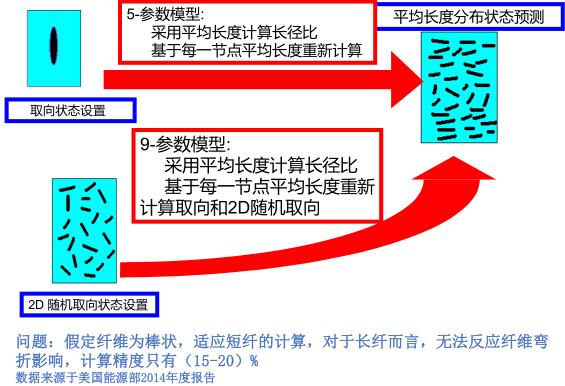
目前计算中纤维长度计算模型
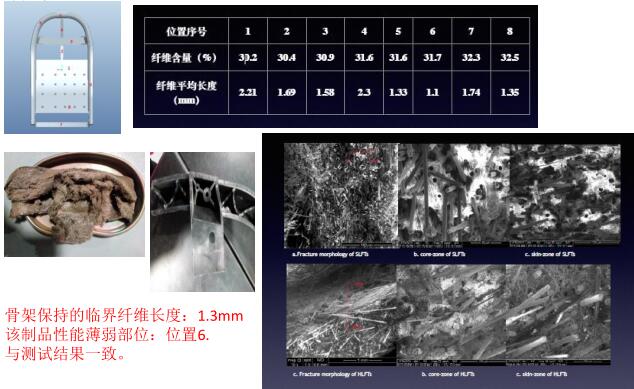
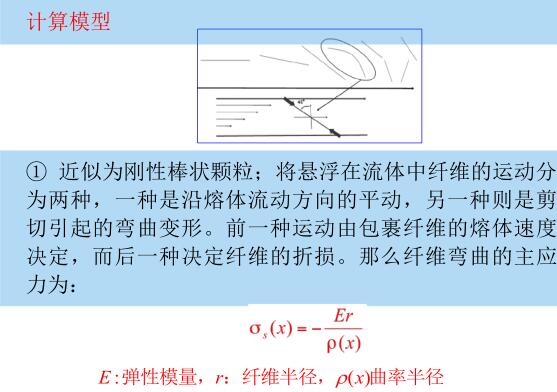
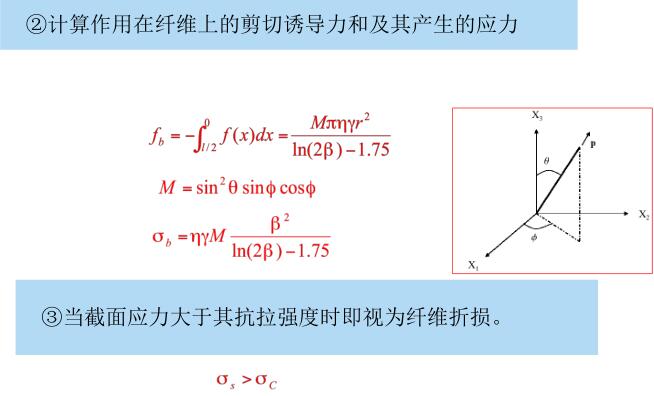
长纤维弯曲、折损与临界长度计算
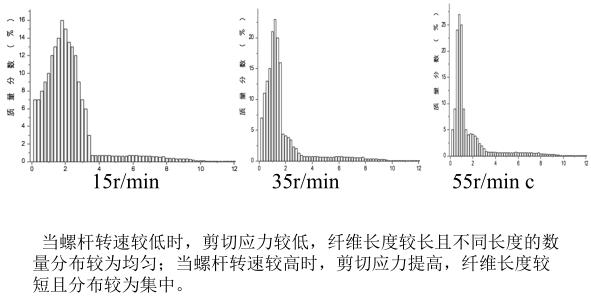
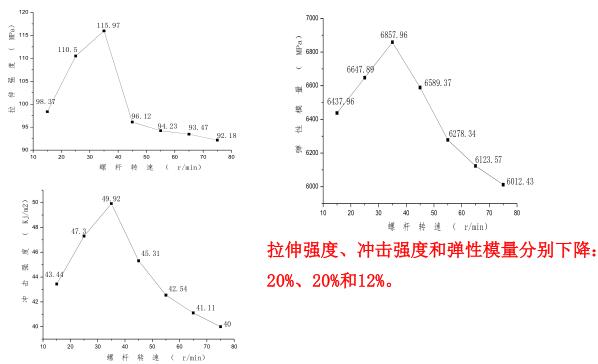
螺杆转速对LGF(30%)/PP纤维长度分布影响
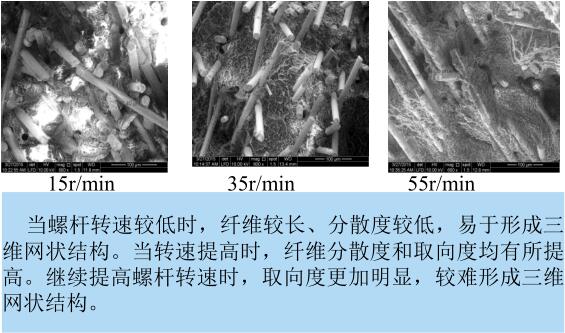
螺杆转速对拉伸断口微观形貌的影响
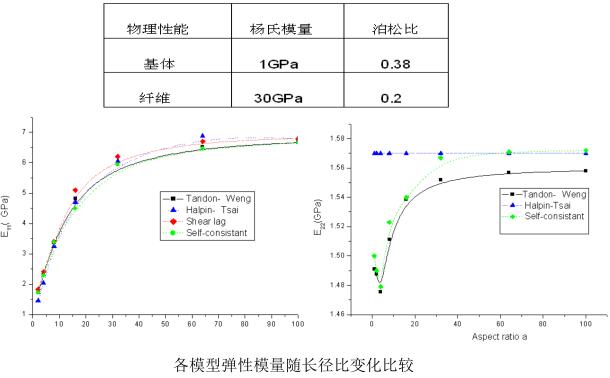
力学性能测试-拉伸强度、弹性模量、冲击强度
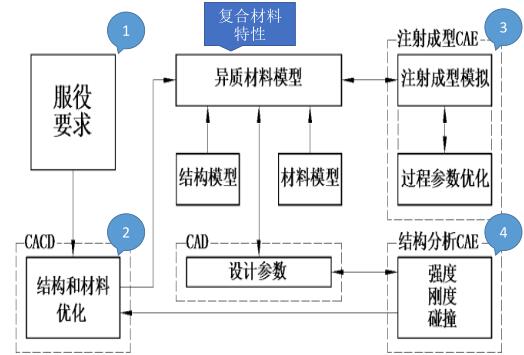
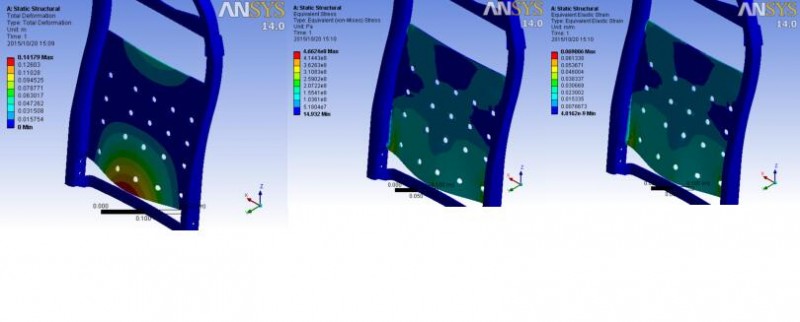
结构-工艺一体化设计与分析—学术问题:宏细观耦合(本次不讲)
工程方法是成型CAE与结构分析软件的集成应用。对于注塑而言,将Moldflow与ansys(或abaqus)进行集成。
特别注意:熔接线控制 。 除工艺调控外,我们在设计中引入结构因子。
结构因子法:(1)建立制品几何模型。
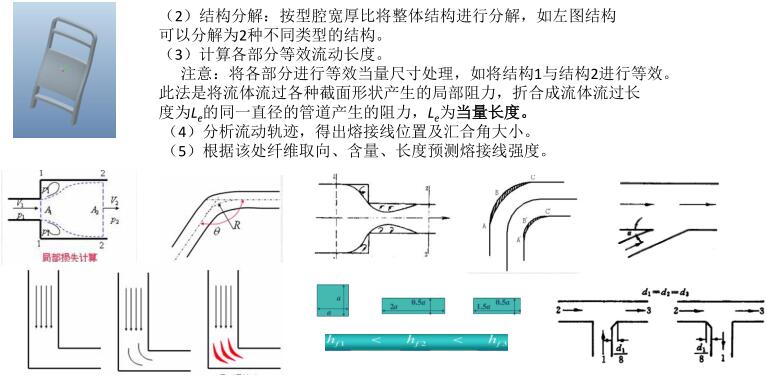

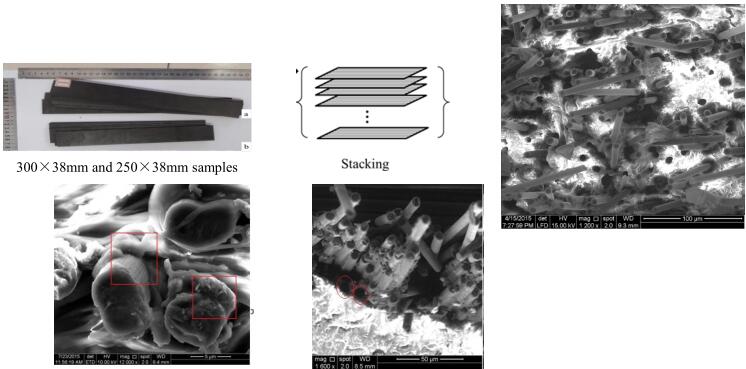
预浸带复合板材断口微观形貌(左):纳米化处理;(右):无处理
左:基体与纤维间结合良好;右:纤维从基体中拨出后几乎无变形的孔洞。

四、热塑复合材料设计案例
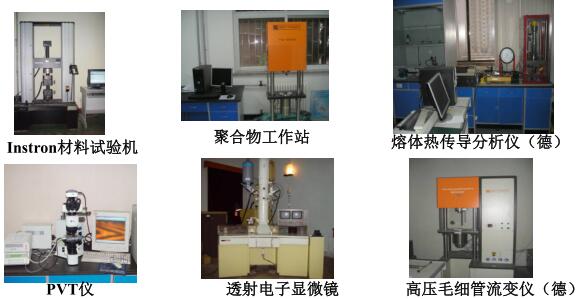
基础条件
扫描电镜、偏光显微镜、Instron材料试验机、旋转流变仪、PVT仪、精密注塑机、聚合物工作站等测量测试设备 30 余台套,价值4000余万元。
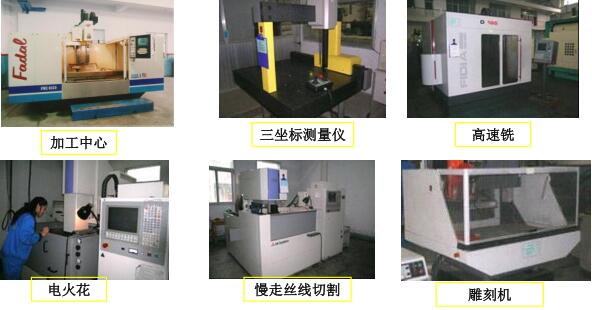
加工中心、电火花、三坐标测量仪等精密数控机加工、电加工及自动测量设备50余台套,设备总值3000余万元。
精密注塑机、气体辅助注塑机、压铸机等加工成型设备 20 余台套,价值近千万元。

更多信息请关注复材网www.cnfrp.com