
 English
English 简体中文
简体中文
































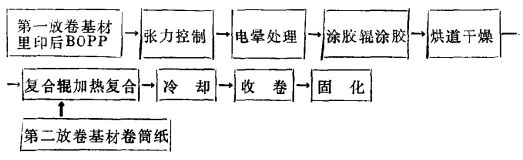
工艺参数:放卷张力4kg;第二放卷张力5kg;收卷张力5kg;表面电晕处理张力38—40达因/厘米;烘道干燥温度应呈阶梯形,可将温度分为三段:1段50℃一55℃,2段60℃一65℃,3段70℃一75℃,高不得超过80℃。喷嘴风速应在20—50米/分,并在待复的基材上形成旋涡,使释放的气流均匀地吸收溶剂。
纸塑复合,采用双组份聚胺酯粘合剂,复合牢度佳。聚胺酯粘占剂,是聚氨甲酸酯粘合剂的简称。俗称“乌利当”。双组份是指这种粘合剂分为A、B两组份,A组为主胶,B组为固化剂(交联剂)。A组份由二元醇与二元酸缩聚而成,系以羟基(—OH)为端基的聚酯预聚体,因其用甲苯二异氰酸酯进行改性后,仍以羟基为端基,但聚合物的分子量却大大增加。再用醋酸乙酯稀释粘度为500~2000厘泊,固体含量为35%左右的聚氨酯主胶。B组由三羟甲基丙烷与甲苯二异氰酸酯进行加合反应而成,礼度为1000—4000厘泊,固体含量75%。其特点是含固量25%左右,高速涂布量为3—5g/m2,其粘度适宜在100m/min以上。双组分聚胺酯粘合剂使用时稀释配比:主剂:固化剂=100:15,醋酸二酯116。
、第二基材复合时,复合温度应控制在70℃左古,复合胶辊线压力应一致,否则复合材料将会出现皱折现象。
复合后冷却时,冷却辊温度控制在20℃一30℃之间力相宜,温度太高会产生“色辊”现象,太低会降低粘合性能。
冷却、收卷后,复合材料好放入固化室,在50℃一60℃条件下,热化48小时,剥离强度可达到1N/15mm。
如果采用单组份聚烯类粘合剂,稀释配比:原胶:醋酸乙酯=1:1。其它复合工作条件同前)。
更多信息请关注复合材料信息网http://www.cnfrp.com