
 English
English 简体中文
简体中文
































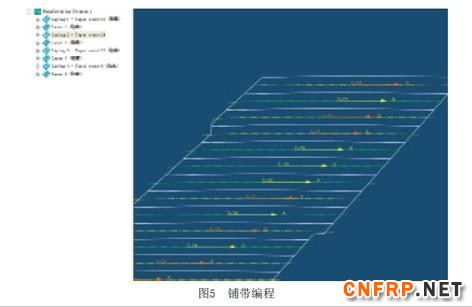
自动铺带工艺的实施过程主要分2个阶段,先根据数模准备铺带程序,也就是铺带编程(图5);然后在铺带机上执行程序进行铺叠。铺带编程通常是利用铺带设备配套的编程软件进行NC程序的编制,主要有以下几个步骤:铺带设计、料带展平、路径的规划与优化、计算和仿真模拟。将得到的APT文件进行后置处理,得到终的NC程序。
铺叠过程是将合适带宽的材料在数控系统的指令下,将材料按照铺层的顺序,铺叠在模具上。影响自动铺带工艺的参数主要有铺放压力、铺放速度、卷轴张力、铺放温度等。铺放压力影响铺叠的压实度和表面质量,需要针对不同的材料宽度设定不同的铺放压力。铺放速度是生产效率的关键因素,除了受到机床极限速度的限制,预浸料的性能和制件的曲率变化程度都会对铺放速度产生影响。通常,机床的极限速度一般能达到60m/min,但是实际生产过程中,很少能使用到这个速度,可根据具体需要综合考虑确定。卷轴张力包括预浸带卷轴张力和回收背衬纸的卷轴张力。铺放过程中,如果卷轴张力过小,预浸带会松弛,影响切割和铺带的尺寸稳定性;若卷轴张力过大,容易出现背衬纸剥离甚至撕裂现象,影响铺带机正常工作,可根据具体情况作适当调整。铺放温度,目前铺带机可以带有加热系统,加热装置可以是热风系统或者红外系统,对于粘性较差的预浸带,适当的铺放温度是必要的,过高的温度会对材料产生损伤,是绝对禁止的。对于粘性比较好的材料,尽量不采用加热装置,这对材料的性能提出了更高的要求。除了有效地控制铺叠工艺参数,压辊要时时与铺叠表面贴合,通常需要进行高度补偿和角度补偿。补偿的方法可以采用机械结构,比如弹簧结构或者气缸结构,也可以通过压力传感器等进行电气补偿,实时控制铺带头的姿态,使得铺叠流畅、压实均匀。
国外应用
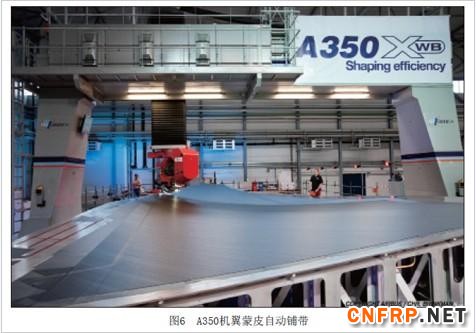
国外大量采用自动铺带技术用于航空复合材料结构件的自动化制造。翼面类复合材料结构件可以直接在模具上进行铺叠,完成铺层的铺叠后,采用热压罐工艺进行固化,终得到翼面类小曲率结构件。例如波音787的机翼蒙皮、空客A350的机翼蒙皮(图6)、翼蒙皮、A400M机翼蒙皮等;也可以通过平面铺带结合热成型工艺进行梁类大型复合材料构件的自动化制造,如A400M机翼大梁、A350的机翼长桁筋条。
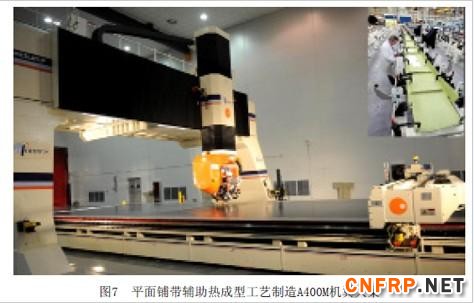
复合材料梁结构外形狭长、结构复杂,很难应用自动铺放技术,为了使这些大尺寸梁构件的生产也能享受自动化带来的好处,工程师把铺叠过程分成两个阶段:先通过平面铺带铺叠出平板叠层,然后进行切割,得到正确的展平形状。平板的厚度一般在1~5mm范围之间,然后将平板叠层转移到热成型机上,使其整体贴合模具,然后再封装固化。热成型技术(Hot-Diaphragm Forming)已经应用A400M的机翼梁生产,如图7所示。A400M的每个机翼的翼梁分成两段制造,前翼梁分成12m和7m两段,后翼梁分成14m和5m两段,构件的尺寸比较大,如果仍然采用手工铺叠,效率太低,铺叠率一般只有0.75kg/h,因此在批生产中用铺带机进行铺叠,随后用热隔膜成型出“C”形截面梁,铺叠效率能达到25kg/h[1]。该工艺的成功不仅要归功于自动铺带技术和热隔膜成型工艺,还与材料性能有关,材料本身适合这种工艺,得到的制件就会满足质量的要求。A350采用的材料不适合这种工艺,所以采用了自动铺丝工艺,直接铺叠固化成型。可见,工艺方法的选择关系到各种因素,只有综合考虑,才能得到佳的效益。
结束语
随着我国大型客机的立项和复合材料制造技术的提升,自动铺带技术作为复合材料自动化制造技术的典型代表,将迎来难得的发展机遇。目前,国内航空企业已经开始引进大型铺带机,材料的制备工艺也取得了突破性的进展,但是工艺研究方面与国外先进技术还有差距,特别是向自动化、数字化、标准化方向发展,还需要借鉴国外先进的经验和技术。特别是要从初的复合材料结构设计开始,考虑自动化带来的效益,实施面向材料与制造的结构设计理念,才能加快复合材料自动化制造技术应用,造出更轻、更快、更安全、更节能的大飞机。
更多信息请关注复合材料信息网http://www.cnfrp.com