选择频道搜索
行业资讯
市场行情
复材学院
资料中心
供应信息
求购信息
招聘信息
求职信息
展会信息
专题专栏
影视中心
会员
碳纤维成型
热压罐
环氧树脂
TPU
聚氨酯
缠绕
压力容器
FRP
FRP采光瓦
环氧树脂增韧
首页
行业资讯
市场行情
复材学院
资料中心
供应信息
求购信息
招聘信息
求职信息
展会信息
专题专栏
影视中心
会员
本站动态
复材网新版本上线啦~
简体中文
English
简体中文
海外版
首页
行业资讯
市场行情
复材学院
资料中心
供应信息
求购信息
招聘信息
求职信息
展会信息
专题专栏
影视中心
会员
查看全部
上海复铠斯国际贸易有限公司
宁波市凯博数控机械有限公司
威海东发精工机械有限责任公司
江苏和宇新材料有限公司
江阴市金牛玻璃钢有限公司
海宁安捷复合材料有限责任公司
安丘市大恒机械有限公司
常熟裕博高分子材料有限公司
京华派克邯郸机械科技有限公司
上海鲁米机电科技有限公司
北京中远恒达涂装设备有限公司
北京伊诺瓦科技有限公司
济宁红君玻璃纤维有限公司
浙江天顺玻璃钢有限公司
河北英丽达新材料有限公司
济南金利德机械有限公司
江西省新华能科技发展有限公司
陕西泰普瑞复合材料技术股份有限公司
广州国合新材料有限公司
湖北珍正峰新材料有限公司
上海复铠斯国际贸易有限公司
宁波市凯博数控机械有限公司
威海东发精工机械有限责任公司
江苏和宇新材料有限公司
江阴市金牛玻璃钢有限公司
海宁安捷复合材料有限责任公司
安丘市大恒机械有限公司
常熟裕博高分子材料有限公司
京华派克邯郸机械科技有限公司
上海鲁米机电科技有限公司
北京中远恒达涂装设备有限公司
北京伊诺瓦科技有限公司
济宁红君玻璃纤维有限公司
浙江天顺玻璃钢有限公司
河北英丽达新材料有限公司
济南金利德机械有限公司
江西省新华能科技发展有限公司
陕西泰普瑞复合材料技术股份有限公司
广州国合新材料有限公司
湖北珍正峰新材料有限公司
查看全部
常州市宇荣化工有限公司
江苏常青树新材料科技股份有限公司
杭州昕劲复材科技有限公司
薪沄亿(常州)机械科技有限公司
常州竤双智能设备科技有限公司
湖南精正设备制造有限公司
上海赛卡精密机械有限公司
常州日新树脂有限公司
湘潭科达机械设备有限公司
东莞市凯文化工有限公司
安徽金骏复合材料有限公司
厦门一诺得复合材料有限公司
南通西格尔智能精密制造有限公司
常州市宇荣化工有限公司
江苏常青树新材料科技股份有限公司
杭州昕劲复材科技有限公司
薪沄亿(常州)机械科技有限公司
常州竤双智能设备科技有限公司
湖南精正设备制造有限公司
上海赛卡精密机械有限公司
常州日新树脂有限公司
湘潭科达机械设备有限公司
东莞市凯文化工有限公司
安徽金骏复合材料有限公司
厦门一诺得复合材料有限公司
南通西格尔智能精密制造有限公司
当前位置:
首页
复材学院
基础知识
增强热塑性塑料制品的模压成型
增强热塑性塑料制品的模压成型
日期:2015-02-27
来源:常州市创达热固塑料有限公司
浏览:500
纤维/热塑性树脂预混料
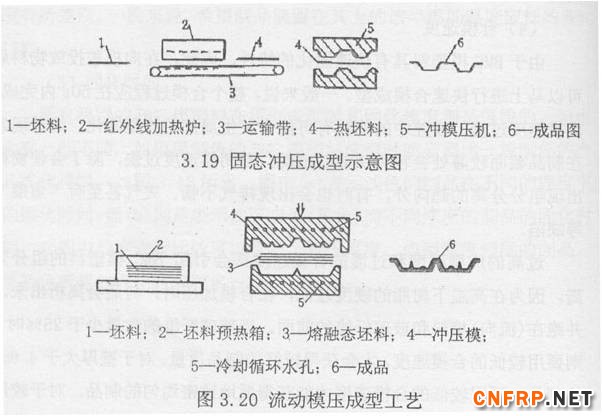
一般采用对模模压工艺,包括固态冲压成型和流动模压成型。冲压成型是将裁好的片材坯料力口热至低于基材粘流温度10-20℃,然后投入50-70℃的模具型腔中,快速合模压制成型。这种方法的特点是:成型温度低、压力小(一般在10Mpa以内)、周期短,制品的形状比较简单。
固态冲压成型工艺如图3.19所示。流动模压成型是将裁剪好的片材坯料预热到高于树脂融点的10-20℃温度,投入模具型腔中,快速合模,加压,迫使熔融的坯料流动、物料充满模腔,冷却、脱模,制成成品。流动模压成型工艺如图3.20所示,这种方法的特点是:成型压力较高,纤维浸渍树脂比较好。该方法适宜制造形状复杂和带有金属嵌件的制品。
虽然两种成型工艺的特点和工艺参数不同,但所用的设备和压制工艺流程是相同的。
更多信息请关注复合材料信息网
http://www.cnfrp.com
推荐复材学院
更多
>
• 百度AI解释空客下一代单通道民机
• Vitrimers (维替米尔) 一种新型基材树脂
• 参观在法国南特的Fairma工厂
• 提高3D打印热塑复材件Z向强度
• 外翼-中央翼π型连接接头
• 循环经济新突破!空客联合伙伴实现航空热塑性复合材料闭环回收 退役 A3
• 突破界面瓶颈!国产T1100碳纤维赋能高性能PEEK复合材料
• 碳化硅、陶瓷基复材
• MQ-25A“黄貂鱼”无人加油机成功首飞
• TTBW成为新NASA X-Plane
全部广告
×
 English
English 简体中文
简体中文