
 English
English 简体中文
简体中文
































hnologies的层间界面重熔技术可增强复合打印部件、夹层结构及复杂框架,从而提供更优的设计灵活性与结构完整性。

DEMEX模块安装在慕尼黑武装部队大学轻量化工程研究所的CEAD机器人挤出机上,积极打印热塑性零件,并利用LED辅助接口加热
大型增材制造(LFAM-Large-formatadditivemanufacturing)最近在复合材料模具、结构原型和夹具生产领域获得了真正的商业立足点。能够在数十小时内沉积大型热塑性结构,无需大量模具投资,且具备几乎完全的几何自由度,这一诱人性命题让航空航天、能源和海事制造商难以忽视。然而,该技术受限于层间键强度,行业一直难以解决这一问题。
这一限制背后的机制已成为许多增材工程师的死敌,尽管它是制造技术的一部分。挤出式AM沉积熔融材料,一颗颗地沉积,层层叠加。为了让部件保持形状,每一层沉积物必须足够快冷却并凝固,以承受上方所有物体的重量。但一颗珠子与另一颗珠子的层键结合是一种热驱动的分子扩散过程。聚合物链需要热量和时间才能穿越界面并物理纠缠。同样的快速冷却让零件保持站立,阻止了这些链条完成迁移。
结果是材料在X轴和Y轴的挤出方向机械上较强,但在Z轴上,通过这些界面则明显较弱。在高性能半晶热塑性塑料和碳纤维增强复合材料中,由于结晶动力学要求特别高,这种各向异性可能严重到使LFAM完全无法被纳入结构最终用途考虑。
粘结质量对成本和规模的影响
直到最近,行业对这一问题的应对一直集中在材料而非工艺上。特殊AM级聚合物被配方设计为减缓结晶,延长键合窗口,并给予聚合物链在每个界面间扩散的时间。这在一定程度上有效,但代价相当大。
在工业规模应用中,AM级热塑性塑料的售价可达每公斤8欧元,而同等标准注塑品级别最低可达0.50欧元。除了成本外,即使是特殊材料也使操作员受限于层次时间策略,基本上根据几何体冷却时间限制打印速度。
对于层长的大型零件,基材在喷嘴完成完整回路并返回之前,可能会远低于最佳粘结温度。随着部件变大,问题加剧。例如,每层周长5米的飞机结构模具,冷却间隔本质上比小支架长,这意味着最能受益于LFAM规模能力的应用却因热量限制而受限。
这正是LEAMTechnologiesGmbH(德国慕尼黑)—慕尼黑工业大学(TUM)碳复合材料教席的衍生机构——旨在填补这一空白。该公司由帕特里克·康苏尔(PatrickConsul)、本诺·博克尔(BennoBoeckl)和王婷(TingWang)于2023年创立,直接基于LFAM热塑性塑料加工的博士研究,其论点是层键合问题本质上是一个热控制问题。如果能准确管理沉积时刻和位置的热环境,则键结质量与尺寸稳定性之间的权衡可以被解耦,而不仅仅是管理。
光作为过程变量

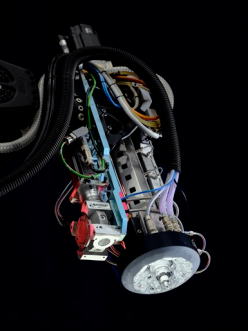
从下方看的打印头显示了聚焦LED发射器环和围
LEAMTechnologies开发的解决方案称为定向能材料挤出(DEMEX-directedenergymaterialextrusion),是一个附加模块,安装在现有大型挤出机喷嘴附近,随打印头一起移动。其核心动作为聚焦的高功率LED辐射,照射在喷嘴前方直径约20毫米的基板表面。这形成了一个约0.5毫米深的局部熔池,使其足够薄,使下面的大部分材料保持冷却、结晶且结构稳定,同时又足够深,使入珠接触到完全熔融的表面,而非冷的半结晶表面。
LEAMTechnologies首席执行官兼联合创始人帕特里克·康苏尔(PatrickConsul)解释道:“这就是将两种聚合物粘合成凝聚力,还是试图将热层粘接到冷层之间的区别。”“在前者中,两个表面都处于塑性状态,界面上的融合是真实的;在后者中,会有粘附,但结构连续性不会。DEMEX在整个建筑过程中精确且连续地设计挤出界面的焊接/熔融条件。”
选择LED作为能源反映了特定的工程优先级。与红外灯系统不同,LED能够提供瞬时功率调制,从而具备跟踪动态变化的热条件的能力,以适应活跃打印过程中的快速变化。在此过程中,任意给定点的基板温度同时取决于零件几何形状、环境条件、层耗时和沉积速度。与激光不同,LED在可见光谱范围内发光,这消除了对昂贵激光安全防护罩的需求,并使安装的安全要求与电弧焊接工艺保持一致,而大多数制造环境已具备容纳电弧焊接的条件。
康苏尔指出:“该系统的总成本通常低于典型激光安全单元。这不仅使集成更加简便,而且显著更具经济性。”该系统采用三角形光学布局的三个主动发射器,在喷嘴周围提供360°覆盖,无需在计算机辅助制造路径规划过程中进行任何方向调整。它通过开放通信标准进行集成,并直接从机器控制器读取位置数据而不覆盖程序,从而可轻松地对现有LFAM硬件进行改造。
熔池精度控制
DEMEX与预热附件的区别在于其围绕发射器构建的测量架构。配备视场宽于生成熔池的红外相机可同时监测两个区域:由加热器产生的熔池,以及其前方的待焊接基材表面。这种同时进行的双区域测量为系统提供了实时数据,涵盖焊接温度和基材稳定性这两个相互竞争的需求,并允许对每个区域分别设置独立参数。系统可在将界面提升至焊接温度的同时,利用加压空气冷却趋于不稳定的区域,从而并行管理这两种条件,而非在两者之间进行权衡取舍。
LED发射环直接安装在挤出机构下方,在不显著增加现有机器结构体积的情况下,将热控硬件集成到打印头中
从实际应用角度而言,对于碳纤维填充的热塑性塑料(如美国加利福尼亚州亨廷顿海滩的Airtech公司生产的DahltramI-350CF聚醚酰亚胺(PEI),其碳纤维含量为20%),加热器表面温度目标约为360°C,接近该材料推荐的熔融温度;而基材设定温度则接近250°C,处于玻璃化转变温度附近,在此温度下材料具有足够的稳定性以承载后续层。
在整个打印过程中,所有温度测量均记录于打印头工具中心点(TCP-toolcenterpoint)坐标处,为每个完成的零件生成空间分辨的热点云。该点云中的每个点均记录了打印过程中该位置的接触温度和基板温度。可在实时识别超出规格的区域,无需对零件进行切割或等待后处理检验。
这种自适应热控技术还能带来显著的生产效率提升。康苏尔表示:“由于基板温度比经过时间更具稳健性,它对壁厚变化、几何复杂度和零件尺寸不敏感。该系统可将打印速度更接近实际热稳定性极限。”仅使用自适应进给速率控制,在同等几何结构上,打印时间比传统恒定层时间方法缩短约10%。
结合主动加热、自适应进给速率和选择性冷却技术,与恒定层时间策略相比,可将总打印时间减少约50%,在聚对苯二甲酸乙二醇酯改性(PETG)和聚碳酸酯(PC)材料上得到验证,且机械性能无明显下降。
测量结果
早期采用者的机械数据确立了DEMEX在材料层面所能实现的性能提升幅度。在慕尼黑国防军大学轻量化工程研究所,研究人员使用含40%重量碳纤维填充的聚酰胺6(PA6)(一种广泛用于汽车结构部件的牌号),与未采用主动加热而在热稳定性极限下打印的样品相比,在层间拉伸强度方面记录到约30%的改善。未处理的参考样品平均拉伸强度为42.7兆帕,断裂伸长率为0.73%,弹性模量为5895兆帕。经过主动加热和控制冷却的结合,断裂伸长相对于未处理参考值提升至1.04%(+42.5%),弹性模量几乎保持不变,约为5,783MPa。康苏尔指出:“弹性模量最重要的一点是散射或变异性被减少。”“主动加热与选择性冷却组合在断裂时实现了最高的伸长度和层界面上最高的刚度,是所有测试配置中最强的。”
虽然这一结果看似矛盾,但两者都被同一根源所抑制:界面在脆性粘合模式下失效。用DEMEX改进界面并不会使刚性和延展性相互碰撞—它消除了限制双方的缺陷,使界面能更长时间抵抗变形才失效,然后实现整体失效,而非突然分层。

热塑性塑料在叠加测试中直接沉积在已打印的表面上
在荷兰航空航天中心(NLR,阿姆斯特丹)的另一项测试中,使用Victrex(英国ThorntonCleveleys)的慢结晶级聚芳醚酮(PAEK)进行研究,这种材料常用于高要求的航空航天结构应用,结果直接展示了DEMEX解决的问题严重性及其分辨率。
“没有DEMEX,NLR根本无法在未加固的PAEK中完成空心试验样品;“康苏尔解释道,层界面的内部热应力导致打印过程中的剥离和开裂,甚至在零件装载前。“使用DEMEX,将基底目标设定在314°C,得出约92MPa的夹层拉伸强度,而挤出面内测得的96MPa——近乎各向同性的性能,而此前这种材料此前无法以这种形式打印。”

荷兰航空航天中心(NLR)的DEMEX系统打印热塑性材料,沉积区可见LEAMTechnologies的LED加热光
在纤维增强PAEK中,在约300°C的基底温度下实现了稳定且近乎全Z方向的强度,较未加热的参考样品提升了近100%。关键的是,加热试样的失效模式从层界面处的脆性粘合分离转变为内聚性延展性破坏,即两层材料相互撕裂,而非简单剥离。
这一过渡表明界面不再是最弱的结构元件,而这正是结构部件资格认证所需的条件。在系统尺度上,NLR通过制造一个大型航空航天级模具,其层长是之前最大尺寸的五倍—首个模具刀路长度为2米,而LEAMTechnologies在更大区段为≈10米工具路径—并实现了全打印稳定性。此外,部分区域的接触温度比原版提高了,尽管层长更长,最终部分没有分层迹象。
结构方面的雄心壮志
这项技术的发展方向可能具有深远影响。康苏尔强调:“复合材料模具、热压罐模具、注入工具和装饰夹具已经代表了LFAM的成熟商业市场,而这正是长层周长使热管理最为困难的应用类别。”“DEMEX负责大规模解决。能够加工标准注塑等级而非特殊AM配方,开辟了成本路径,使LFAM在结构最终部件上直接与压缩成型竞争。”
“每次配备DEMEX的打印过程中生成的空间记录热数据集,是另一项战略资产,”他继续说道。“随着航空航天和国防鉴定框架开始制定针对增材工艺的标准,DEMEX产生的连续且特定地点的工艺证据正是工艺鉴定审计所要求的形式。”
NLR的加印工作将热塑性材料直接沉积在碳纤维复合板材基底上,碳纤维/PAEK验证结果共同表明连续且长纤维协同加工是合乎逻辑的下一步。DEMEX已经在短纤维最苛刻的端被应用,并证明它能在挤出热塑性塑料与现有复合材料表面的界面形成结构结合。将连续光纤系统整合进这一工艺是下一个前沿,现有工作将成为其基础。
DEMEX还将与制造技术中心(MTC,英国康文垂)进一步测试,该独立研究与技术机构通过开发和验证创新制造工艺,弥合学术界与产业界之间的鸿沟。MTC计划于2026年将DEMEX整合进其LFAM单元,同时进行数据记录和在过程监控升级。
能够直接在热塑性复合材料板上叠加肋条、法兰和加固元件,开辟了一条将LFAM与结构复合材料领域连接起来的制造道路,这是传统工艺无法复制的。康苏尔说:“我们希望今年,这些应用中的首批能真正过渡到批量生产。”“最有可能出现在能源和海事领域,这两个市场是我们识别为2026年最接近实现批量生产转型的候选市场。”

IMPACD生产的大型曲面船体部件,采用回收聚丙烯制成,IMPACD是一家生产专业海事大型零件的制造商
海洋领域的采用已经在进行中。IMPACDBoats(荷兰沃兹森德)正在率先利用DEMEX技术生产结构海事部件和专业应用的整艘船只。通过使用回收聚丙烯,IMPACD提高了其大幅面打印品的可持续性,这些照片可立即在水上使用。虽然不使用复合材料,IMPACD已证明了商业案例,并且是荷兰生态系统的一部分—包括CEAD、荷兰船舶工厂等—正在推动3D打印技术在各类休闲、商用和国防船舶中的发展。IMPACDBoats首席执行官兼联合创始人玛丽克·德博尔(MariekedeBoer)表示:“我们没有进行试点项目。”“我们正在创建以前不存在的应用程序。”
原文《LEDtechnologyimprovesthetensilestrengthofZ-axisinterlayersincomposite3Dprintingby30%》
杨超凡