
 English
English 简体中文
简体中文
































DarkAero对其DarkAero1原型复合材料飞机的中央机翼盒组件中的对接接头进行了更换,以在高速阵风载荷条件下扩大飞行试验包线。
为了增加间隙,在上翼板下方安装了更短的圆周形接头段,机翼二面角过渡为水平的狗骨形层压板,横跨驾驶舱
DarkAero1是一款由DarkAero公司(美国威斯康星州麦迪逊)设计和制造的一款高速、远程实验性原型飞机。开发包括大规模载荷测试活动,以验证全复合材料机体的结构完整性,以备高速飞行测试。飞行试验、宣传计划和地面测试发现,中翼箱对接接头和襟翼控制系统的刚性需要在飞行前进行修改。需要一个新的解决方案。
DarkAero1的中翼箱现在依赖π型接头在压缩时稳定中翼蒙皮。这次结构改造的挑战使工程操场充满了从最初构思到全机翼组件内部静态载荷测试的严格设计限制。
来自金格·加德纳说明,CW执行主编:本文由DarkAero首席工程师瑞安·斯图贝撰写,主要按其投稿内容发表。不过,我也插入了与他最初讨论时的短片段,对我来说,这些片段同样讲述了工程故事中人性化的一面,这让我觉得非常有趣。另外,看看结尾附近的视频,里面有斯图贝,这也是我当初联系DarkAero的原因。
DarkAero是谁?

DarkAero1原型机,开始全面地面测试前的拍摄。
金格·加德纳(GG):这一切始于能在机库中打造最快、航程最长的复合材料飞机的想法。创始人三兄弟拥有航空航天、机械和电气工程学位,他们希望从中西部飞往东西海岸,作为周末旅行。这最终演变成了DarkAero1,一架原型并排双座飞机,目标巡航速度为275英里每小时,航程达1700英里。
斯图伯解释说,其中一兄弟正在用图纸组装套件制造一架实验飞机,这需要大量制造知识和数千小时的从原材料开始的工作。更有吸引力的替代方案是快速组装套件,制造商直接将子组件从工厂组装起来。因此,DarkAero最初作为实验套件飞机公司起步,计划向各个制造商供应复合材料飞机的零件和子组件。
然而,斯图伯表示,通过开发DarkAero1,公司的技能、能力和团队得到了提升。“我们现在教授航空航天复合材料制造和模具制作课程。这促使他与学生们一起参与了各种项目,包括飞机、船只和汽车。我们还提供设计、制造工具甚至整架机身制造的服务。这些合同工作带来了持续的增长,公司也一直在寻找有动力的人才加入我们的团队。”
机翼设计,对接接头组件
瑞安·斯图伯(RS):虽然实验类别飞机的管理法规并不要求,但DarkAero的内部标准更符合认证飞机项目的特点。DarkAero1的开发通过广泛的载荷测试活动推进,以确保全复合材料机体在飞行测试前具备足够的结构完整性。与此同时,飞行试验活动及相关飞行包线也在正式化中。
GG:DarkAero1对速度和航程的要求使机翼成为一种较新的设计方式,“因为我们同样注重制造与设计,目标空重为750磅—大约是同尺寸Lancair重量的一半,”斯图伯说。飞机的高速巡航也对结构施加了大量空气动力学载荷。(注:Lancair是一款4座涡桨小飞机)
RS:原型机翼展23英尺5英寸,是一套全粘合的碳纤维增强复合材料组件,重量略超100磅。最初的应力皮设计主要依赖于蒙皮本身,其次是空心网格内部结构以防止皮面屈曲。不过,我们没有使用大量单独成型的肋骨—这需要大量人工—而是使用内部由4×8英尺板材内部制作的蜂窝芯面板,这些板材通过CNC铣削成我们需要的机翼和机身二维形状。然后我们用受控的表面处理、环氧树脂胶粘剂和专有的组装工艺将这些接头粘合在一起,形成一个简单的对接接头网格。
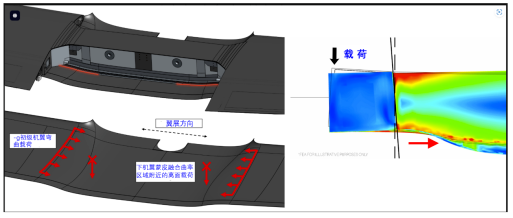
DarkAero1中央机翼段展示了机翼剖面与机身主体融合的弯曲区域(红色线条,左上角)。红色箭头显示了负过载条件下下机翼蒙皮的主要平面内载荷及其相应的平面外次级载荷状态(左下角)。这种次级载荷状态源于机翼根部附近下机翼蒙皮的偏心弯曲面板几何结构,该结构使中心剪切腹板接头处于拉伸状态。有限元分析(FEA)仅为示意图,展示了相同载荷下飞行员侧机翼根部的后视图(右图)。红色箭头指示下机翼蒙皮变形远离其余结构的位置。
中翼箱对接接头重新设计
RS:然而,如上所述,在正式确定飞行试验包络时,我们发现需要增加机翼的极限升力载荷,以抵抗垂直阵风,这导致正负方向升力突然增加的可能性相等。提高证明载荷值意味着机翼中心区域由于下翼表面固有曲率,承受更高的次级弯曲应力。这些应力在负重力升力条件下,下翼层压时会引发翼外载荷。机翼与机身之间保持空气动力学上干净的过渡有助于减少阻力,但在使用全粘结、受力的蒙皮设计并采用局部弯曲载荷路径时,这会带来复杂的结构问题。
GG:该下翼蒙皮面板存在曲率且本身不具备稳定性。斯图伯指出:“这基本上是一个无支撑面板。因此,我们的问题变成了需要为这个承受偏心载荷的面板提供多少支撑?它呈弯曲状,这一问题始终难以分析和界定,因为尽管材料本身能够承受飞行中将遇到的拉伸和压缩载荷,但它承受的是偏心载荷,存在屈曲倾向。”因此,仍需内部结构抵抗平面外载荷,以防止屈曲发生。
RS:通过之前静态翼载测试中观察到的结构变形模式,我们认识到机翼在高载荷下的第一个失效机制是中心剪切网与机身曲率与翼型融合处的对接接头的外面拉伸强度。在该中心区域外侧,上下翼蒙皮几乎平行,且不存在固有的屈曲倾向或不稳定性。因此,为了通过额外的证明载荷测试,改进重点放在机翼中心区域以及下翼蒙皮与中心剪力网之间的新型接合方法。
π型接头作为解决方案
GG:斯图伯表示,最初选择对接接头是因为在已知具有适当安全余量的情况下,这是一种更简便的制造技术。但他们也深知存在比简单对接接头更强的接头形式。

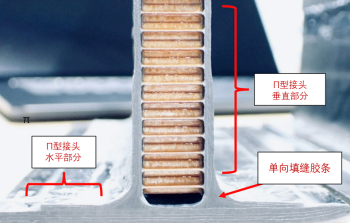
在通用测试机拉动测试前,对接接头(顶部)和π接头(底部)元件的截面进行测试。蜂窝面板和基底层压板复制了原DarkAero1原型机翼结构中现有的材料。
RS:π接头能更均匀地将平面外载荷传递至双搭接剪切接头。这一特性具有理想意义,因为装配用糊状胶粘剂在剪切载荷下的强度远高于剥离或拉伸载荷。为维持蜂窝结构的剪切腹板架构以保留现有结构分析成果,在针对蜂窝面板尺寸定制的Pi接头中展现出解决该问题的潜在可行方案。
由于制造接头几何结构所需的工序更为繁重,DarkAero1此前并未在机体中任何地方使用π型接头。该飞机主要依赖真空辅助树脂传递成型和完整复合材料组件的无支撑后固化。由于原始原型机制造时资源有限,复杂的复合材料零件被大幅减少,飞机设计时注重低成本、高质量的制造。室温储存、非热压罐(OOA-out-of-autoclave)环氧预预预处理剂的发展,使得在保持相对较低成本的同时,能够实现更复杂的复合材料原型制造。
在DarkAero1机翼中实施π型接头的第一步之一,就是进行简短的可行性研究,为整个结构改造奠定基础。在认真推进π接头结构加固前,均进行了π接头制造技术、接头强度表征、细致试样层压变更、现有机翼结构拆解、新结构安装及固化后组装等工作。在规划一个大致但可行的路径后,初步结构表征测试从通用测试机中的元件级接头拉动测试开始。
制造状态下元件层压件用于负载测试
GG:虽然DarkAero没有专门为这一用途制造π接头,但他们将预期材料和制造工艺用于其他应用。“归根结底,我们不仅要确保能制造出适合这次重新设计的组件,然后还要测试这个组件,”斯图伯说。“这就是为什么我们采取了'建造然后破坏'的机体方法。然后,我们就按照基本的构建模块金字塔,在标本检测中逐步提升。”
RS:尽管DarkAero具备有限元分析(FEA)和计算机仿真能力,但由于机翼重新设计仍需制造和测试物理试样,更高效地依赖有限物理测试程序中的真实数据。初步测试样品采用了针对DarkAero1机翼的特定变量制造。π接头基层板将通过装配胶粘剂二次粘结在现有的原型下翼板上—一种树脂注入、后固化的平织展开牵引层压板。为了准确模拟基底未来在最终安装π接头时的表面能特性,复合材料层压板用于元素级测试,使用与实际下翼蒙皮相同的织物、注入环氧树脂和固化后处理。
对于复合材料来说,最终装配强度不仅取决于所用材料,还取决于具体的制造和接合工艺。初步计划依赖真空袋施加夹紧压力,同时在圆周线接头安装过程中将组装胶固化到现有的中翼截面几何结构中。拆除原有的中翼箱结构后,下翼蒙皮模具被用作支撑夹具,以维持左右翼的二面角和迎角。
虽然可以制造复杂的夹紧夹具与模具结构接口,但利用真空袋的压差在组装过程中施加均匀夹紧压力更高效且可靠。尽管元素级测试样品通常体积较小,且本可通过简单的手夹结合,但仍采用了预期的真空袋法来制备样品。这意味着初步数据库测试将更准确地模拟机翼结构因真空固化而可能产生的均匀键合线厚度和环境相关强度特性。初步元件级测试显示,面外强度相较于预估的新接头强度需求有所提升,这为进一步推进π型接头提供了充分信心。
推进π接头设计,多项性能提升
RS:为避免过度依赖新计算机模拟来指导关节构建参数,原机翼设计模型与新的近似计算被用于大致引导关节设计以满足新的强度要求。额外的元件测试包括表征π型关节构型对可预见潜在制造缺陷的敏感性以及层压板设计优化。蜂窝面板剪切腹板粘合线厚度、夹持压力或关节尺寸公差与配合等变量得到快速测试,以制定原型机翼组件的近似验收标准。层压板设计参数(包括单向(UD)纤维横截面积和铺层取向序列)被调整,以简要优化关节性能。
在元件级测试结束时,蜂窝面板与机翼蒙皮之间π接头的翼外首次失效强度相比原对接接头的极限强度提高了300%以上。不过,这并不是唯一的性能提升。
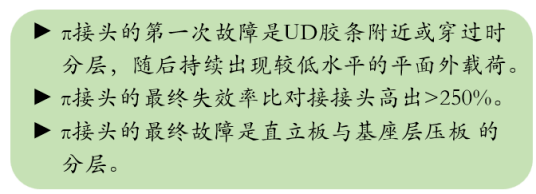
对接接头试件的失效模式是失效的微妙初始迹象,其强度和刚度下降极为有限,在约85%的极限失效前发生,失效方式为下基体的内聚失效或下层压板的失效。相比之下,π接头试件的首次失效通过单向纤维束附近或贯穿单向纤维束的分层实现。这种首次失效由于由此产生的弹性增加而表现出反应载荷的短暂下降,随后在额外失效发生的同时继续承受较低水平的面外载荷。π接头的极限失效比其首次失效具有更高的变异系数,但仍比对接接头的极限强度高出250%以上。几乎所有pi接头的极限失效均发生在立柱与π接头基板层压板之间的分层,而非模拟下机翼蒙皮的粘结线或表面的脱粘失效。

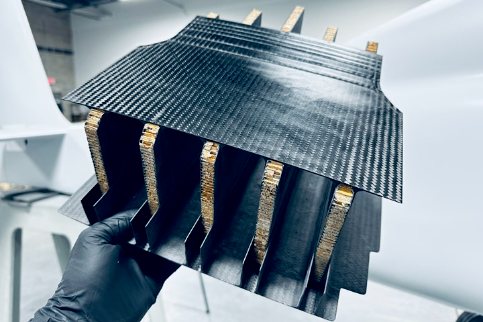
安装在中央机翼的多π接头结构。这些主要结构元件采用非热压罐的室温储存预浸料制造。由于中央机翼区域存在物理空间限制,必须将其制成三个独立部分以便正确安装。
随着接头强度、材料和组装方法的特性确定,开发工作转向多π接头的简短细节级测试。这些是一系列间距很近(中心间距2英寸)的平行π接头,组成DarkAero1机翼的五个中心剪切网。在进一步了解了更为深入的中央翼箱组件特定载荷特性后,团队在中翼制造、检查并安装了更大段的多π接头。
维度和制造工艺的限制最初似乎降低了将现有机翼强度提升至接近零的概率,但经过计算的开发工作和构建模块方法使得设计更新得以在新设计过程中获得足够的信心。重建后的DarkAero1机翼的全组件静态防护载荷测试最终验证了重新设计的结构,能够在正负升力条件下实现更大的高速阵风遭遇工作包线。整个机翼组件刚度的增加—即翼尖在施加载荷下的偏转程度—实时记录非常令人兴奋。虽然此前没有这个问题,每g的翼尖偏转量减少了超过25%。
GG:据斯图伯介绍,最终确定的π形接头组件确实为机翼结构增加了一些重量,但其在阵风载荷结构余量方面取得的提升是完全值得的。整个团队对π形接头的重新设计取得成功感到非常兴奋。“这似乎是一个可能没有明确答案的工程问题;存在众多相互冲突的要求和严格的约束条件。我们从对接接头转变为π型接头组件,并在此过程中验证了制造工艺,包括胶粘剂涂覆、粘结线厚度与孔隙率、固化过程以及安装可及性。我们解决了所有这些问题,并且第一次尝试就成功了。”然而,该团队已经开始为DarkAero1实际投入生产时开发下一代迭代版本。

修改后的DarkAero1中央翼盒结构干装配可在机翼结构外部进行。下翼蒙皮的曲率在下翼π接头末端处可见。
RS:原型机翼所采用的多π接头设计并不直接反映未来生产配置,因为改装导致了为高效制造做出不理想的设计权衡。在生产过程中,结构可以从一开始就考虑所有组装步骤,精确的制造工艺和接头几何形状可以更好地优化,以保证高产量的可靠性。例如,π接头几何形状可以直接与下翼层压板一起成型并共固化。混合π接头和剪切网状结构也可以结合,以消除次级键合步骤,中心机翼箱结构可以进一步融入邻近的几何结构中。尽管初始损伤发生后,π型接头确实表现出更高的残余强度,但通过层压缝合或簇织、Z轴钉扎甚至π型接头形状的三维编织结构,可进一步提高接头的损伤容限。
无论工程或制造应用如何,DarkAero团队都尽量避免过度依赖任何特定工艺或材料,持续参考项目需求以推动设计和制造解决方案。有时,制造实体硬件以获取实际测试数据比计算分析更快更准确,这种中心梁改造是一个有趣的工程难题。
GG:DarkAero正试图以更实惠的方式提供创新的复合材料解决方案。“大多数公司采用了更昂贵的方法制造π接头,且需要漫长的内部审批程,”斯图伯说。“我们只需加快进度,预算更紧迫。”
原文《Usingpijointstoexpandacompositewing’sflightenvelope》
杨超凡