
 English
English 简体中文
简体中文

































通过 RTM 降低制造成本:空中客车公司不来梅的复合材料多段襟翼(CMF)项目通过将 26个单独的碳预浸料部件(见图 1,下图)集成到通过树脂转移模塑(RTM)制成的单次成型、单元化结构中,简化了窄体飞机7.4米长外侧襟翼的生产。
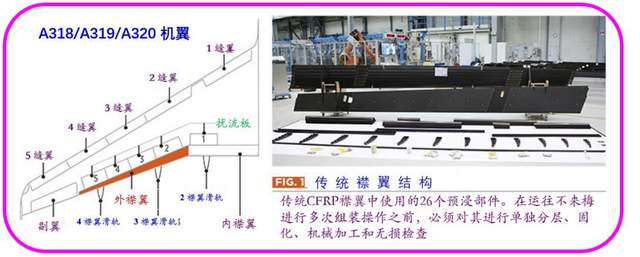
图 1-常规襟翼结构:常规 CFRP 襟翼中使用的 26 个预浸零件。在运往不来梅进行多次组装操作之前,必须对其进行单独分层、热压管固化、机械加工和无损检查。
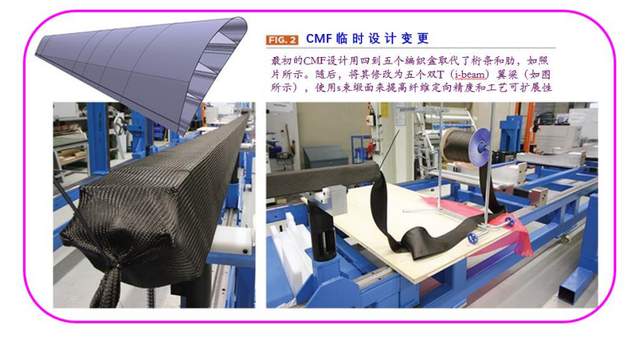
图2-临时CMF 设计变更:如这些照片所示,最初的CMF设计用四到五个编织盒取代了桁条和肋。随后,这被修改为五个“双T”(I 型梁)梁(如左图所示),使用5 丝缎来提高纤维定向精度和工艺可扩展性。

步骤1:从切割干织物(或SQRTM部分的预浸料)开始进行全尺寸演示器制造。

步骤2:使用激光投影系统将切割好的碎片精确地叠放在运输板上。

步骤 3:将包括底部表皮、前缘和顶部蒙皮的弯曲表皮预制件叠放在片状固定装置上,并用可重复使用的真空袋进行拆散。
步骤 4:同样,梁预制件的铺层被铺成 “双 T” 心轴,并进行分解。

步骤5a:在这里,下部RTM工具显示为已准备好并准备好预成型件的叠层。

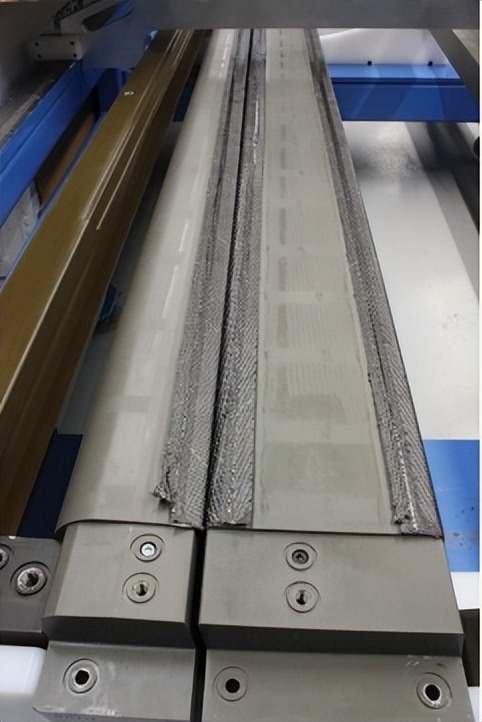
步骤5b:将“双 T”翼梁预制件装载到下部工具中。

步骤5c:然后将弯曲的蒙皮预成型件(底部蒙皮、前缘和顶部蒙皮)装载到下部工具中。

步骤6:关闭RTM工具,然后加热至100°C,之后注入HexFlow RTM 6树脂。

步骤 7:将注入的部分升温至180°C,固化 2 小时,然后趁热脱模(结果见下一张照片)

在没有权衡的情况下节省成本:完成的CMF,如图所示,未修剪(正面)、修剪、喷漆和完全装备(背面),已经证明(TRL 6)在不增加完全装备的襟翼重量的情况下,显著减少了零件物流和组装操作,并有可能节省超过20%的成本。
由空中客车公司不来梅(德国不来梅)领导的复合 材料多段襟翼(CMF-Composite Multispar Flap)项目的目标是 简化窄体商用飞机 7.4 米长的复杂外侧机翼襟翼的生产。空中客车不来梅公司负责襟翼、扰流板和其他高升力系统的设计和制造,这些系统是优化起飞和降落的可移动机翼部件。
CMF项目于2005年获得资助,由空中客车工程师York Roth博士领导的多功能团队与合作伙伴Radius Engineering(美国犹他州盐湖城)和 Faserinstituit Bremen(德国不来梅 FIBRE)密切合作,开始了设计研究和可行性测试。该团队瞄准了 A320 机翼的外襟翼,该襟翼在当前 生产版本中包括 26 个单独的碳纤维增强聚合物(CFRP) 零件,包括两个蒙皮、前缘零件以及多个肋和翼梁。在运往不来梅进行同样密集的组装过程之前,所有这些预 浸料部件必须单独分层、热压管固化、机械加工和无损 检查(见图 1,左侧)。
金属端肋和载荷框架——后者能 够连接和载荷传递到机翼——必须安装在组装夹具中, 然后安装肋和蒙皮桁条面板。技术人员为铆钉钻孔,然 后将复合材料和铝元件拆开,清除钻孔中的碎屑,并将所有部件更换到夹具中。随后进行多个钻孔和铆接步骤, 然后手动安装复合材料前缘和金属后缘部件。CMF 替代方案被设想为一个多段扭转箱,将包括前缘在内的所有26个预浸料部件集成到一个使用热压罐 外(OOA)树脂传递模塑(RTM)技术制成的单元化结构中。空中客车公司不来梅的工业活动建筑师Stefan Bauer 博士表示:“CMF不仅可以消除大量的组装操作, 还可以消除许多预浸部件的高交付周期和复杂的工艺链。”
挑战将是如何设计零件并通过单次注射和固化以 可接受的孔隙率制造这种现在封闭的结构,同时保持当前的程序公差。空客不来梅制造工程师Mohamed Attia 解释道:“由于需要将承载架与襟翼轨道相匹配,以连 接到机翼上,并满足空气动力学要求,因此最终的几何形状必须精确。” 由于在不增加整个喷漆和配备的襟翼重量的情况下,潜在的成本节约超过20%,空中客车 不来梅接受了这一挑战。
完善设计
Bauer回忆道:“最初的想法是用四到五个编织盒 取代所有预浸料坯的桁条和肋条,然后是上下蒙皮。”
鲍尔指出:“主要的挑战之一是这个部分超过7米长。”“我们以前从未与RTM进行过如此大规模的合作。然而,Radius Engineering 是一个出色的合作伙伴。我们从小零件开始,一路向上规模。”
2007年建造了一个1.5 米的截面,并进行了静态测试,以展示设计和工艺,达到了4级的技术准备水平 (TRL)。到 2010 年,编织盒的想法已经被放弃了。Bauer解释说,用于襟翼预成型的编织“袜子”的直径是恒定的,但襟翼的宽度并不是恒定的。相反,它们是高度锥 形的,因此,箱形梁也是如此。这意味着编织物中的±45° 纤维仅在编织物直径处最佳定向,编织物直径大致为箱 形梁长度的一半。在宽(≈200 mm)和窄(≈80 mm) 端,纤维方向实际上不会是±45°。根据Attia的说法, 这种不太理想的纤维取向需要更大的性能降低,从而增 加重量以满足应力要求。他补充道:“干编织物很容易歪斜。”这进一步使最佳纤维排列变得复杂。
还需要考虑制造过程对工业生产率的可扩展性。对 于编织箱梁,在工艺的早期需要原始工具来为预成型件提供成型心轴。如果使用“双 T”(也称为工字钢)翼梁,则可以使用伪心轴进行预成型,并且RTM心轴仅在零件注射和固化循环期间需要。考虑到上述因素,设计改为工字钢翼梁,采用传统的5丝缎织物。
制造全尺寸襟翼
新的基于I-beam的设计在 2010 年被用于生产全尺 寸的演示器,并最终达到TRL5。因为矩形比实际的锥 形襟翼更容易制造,所以 CMF的这一迭代是使用7.8米长的铝芯轴和RTM模具制造的,然后加工成其最终尺寸。
芯轴和外表面工具都需要大量的工程设计。芯轴分为三部分以便于拆卸。Bauer说:“对于厚零件,RTM很容易满足厚度公差。” 。但CMF相对较薄,在加固区域为 2 毫米至 5 毫米。通常情况下,像这样的薄零件 是使用预浸料和真空袋制造的,正如Bauer所解释的, “你主要会受到原材料树脂含量的公差影响,有些是由 于单一的工具面。”但将CMF改为RTM导致零件厚度完全取决于两个铣削的工具表面。
Bauer指出:“工装精度对零件厚度的影响增加了 一倍。”他补充道, “工装必须非常准确,以确保纤维体积含量在设计公差范围内。”他指出,由于零件的厚度会改变树脂含量, “在某些领域,如果你的工具偏差甚至小于0.2毫米,那么你就已经超出了纤维体积的公差。”
零件生产始于蒙皮预制件的制造,通过使用激光投 影系统将干织物铺在运输台上制成(步骤1和2,左侧)。这种5丝缎织物是用来自Hexcel(美国康涅狄格州斯坦福德)的干碳纤维制成的。然后,将包括底部蒙皮、前 缘和顶部蒙皮的弯曲蒙皮预成型件叠放在片状夹具上, 并将翼梁预成型件类似地叠放在“双 T”芯轴中(步骤3和4)。在这两种情况下,都使用可重复使用的真空袋 来对预成型件叠层进行拆散和成型。
鲍尔承认,有许多处理和预成型步骤,后者需要非常注意准确性。
“帘布层的边缘定位对达到公差至关重要, ”他指出, “但是,你永远不知道预成型件是否正好在工具内部的 位置。它在公差范围内吗?所以我们开发了一个创新的 概念和工程设计来应对这一问题。”
然后将蒙皮和工字钢翼梁预制件配对,放置在RTM工具中并封装在RTM中(步骤 5-7),RTM工具由 Radius Engineering 设计和制造。将工具、预成型件和树脂预热 至约 100°C,注入树脂,然后将复合材料升温至 180°C 的固化温度。使用Hexcel HexFlow RTM6树脂是因为它是目前合格的主要RTM环氧树脂,用于空中客车公司的结构。
Bauer说:“这个部分非常复杂,我们不想像输液 一样控制树脂的流动。” 这个过程必须稳定可靠。通过控制真空和压力来解决孔隙率问题。“当然,模具设计很重要, ”他指出, “选择温度是为了在加工过程中不会发生可能导致孔隙率的排气。”
值得注意的是,如此大的零件只使用了一个注射点 和一个出口。这是不寻常的,因为许多RTM零件的典型设置采用了多个注射点和出口点。Bauer 反驳道:“但这些问题在于你必须控制它们。” “由于泄漏和流量 问题,你必须控制的点越多,风险就越大。”他补充道, 对于CMF,注入只在一个点发生,但随后在工具内呈直线移动。Bauer说:“这是一个非常简单但稳健的过程。”“这是必须的,因为如果我们失去了一部分, 那就不仅仅是一根肋骨,而是一整个7米长的襟翼。”
经过2小时的固化循环后,成品零件在仍高于100°C的情况下被热脱模,因为工具上的冷却会导致零件拆卸问题。使用铝制工具,尤其是在零件的强化载荷引入区域,可能会导致底切损坏,除非在金属收缩之前将其脱模。
最后一个挑战是襟翼结构是一个封闭的盒子。Bauer解释说,这就提出了如何检查最终结构的问题。CMF 团 队开始与总部位于不来梅的蒂森克虏伯系统工程公司合作,使用相控阵超声(UT-ultrasonic)无损检测系统检查已拆除的单元化零件,该系统使用单侧通道和水膜作为与零件表面的耦合剂。
蒂森克虏伯帮助开发了检测技术和获得专利的无 损检测设备,该设备使用弹簧加载来帮助将相控阵超声波聚焦在零件的轮廓上,并向内观察蒙皮下的翼梁以及翼梁和蒙皮之间的半径。事实上,该系统使用两个头部——一个沿着翼梁移动,另一个检查翼梁和蒙皮之间的半径——来加快速度并确保彻底检查。Bauer解释道:“我们还使用不同的末端效应器一步到位地观察和检 查这些区域。” 。该团队还讨论了在使用中受损的襟翼的修复方法,包括检查、损伤去除和修补技术。
闭箱结构提出的第二个问题是如何实现机翼的连 接和载荷传递。以前,使用金属负载框架和端肋来实现 这一点。尽管新的组合结构大大减少了机械紧固件,但 金属载荷传递部件和金属后缘仍需要一些紧固件。Attia指出,CMF较低的紧固件数量不仅降低了疲劳风险, “还降低了机械加工造成的纤维损伤。”他补充道, “在高度优化的复合材料层压板上钻孔在设计和制造方面都非常低效。”这也是不来梅研发团队继续推动更 大程度的零件集成的原因之一。负载连接点的替代设计 使用碳纤维增强材料,实现了从金属到复合材料的集成 和转换。最初独立的金属后缘也已集成,转换为三明治结构,使用赢创(Evonik-德国埃森)闭孔泡沫和碳纤维蒙皮,与CMF的其余部分分层并RTM成型。
Attia解释道:“最初的CMF设计并没有完全优化, 因为它本可以在一个全新的飞机设计中进行。” “这是因为该解决方案是作为在役A320的改造设计而开发 的,具有设计限制,特别是在载荷引入区域。”该团队认为,使用这些集成的CFRP后缘和载荷传递部件,可以将CMF的成本节约提高到30%。
准备工业化
全尺寸的演示器取得了成功,并在2013年法国巴黎JEC欧洲展上展出。Bauer警告说,如图所示,制造步骤尚未工业化。一旦实现,其中许多——例如,织物叠层、拆封、将工具放入RTM模具——都将使用机器人实现自动化。
当该工艺投入生产时,当在一个RTM循环中有这 么多以前分离的部件共同固化在一起时,是否会出现潜在的粘合问题?Bauer说没有。“这种分层的问题是典型的预浸料, ”他说。“RTM的问题是孔隙率。”正如大多数航空航天结构的典型情况一样,复合材料机翼襟翼的孔隙率必须小于1%。Bauer说,对于CMF来说, 风险在于零件的大面积以及蒙皮和翼梁之间半径内可 能存在的孔隙率。他说:“经过NDI的验证,我们已经 在沿着桅杆的整个长度上实现了良好的层压质量。” “就半径而言,这不容易检查孔隙率,但我们在开发的检查方法中结合设计中使用的击倒因素进行了处理。” Bauer 说:“CMF技术已经为工业化做好了准备。” “一年前,它通过了TRL 6审查,这意味着它已经脱离了研发阶段,准备在未来的平台上采用。”
他补充说,这种新方法也可以用于其他飞机部件。纵观空客不来梅的生产车间,以及A320襟翼当前组装 过程中的所有零件,所有这些操作会发生什么?Bauer回答说,他们将减少,主要由铺放预成形代替。这就是目标吗?Bauer和Attia都回应说,商用飞机复合材料生产的唯一未来是变得越来越高效。
CMF项目的工艺将预浸料与 RTM 相结合
为了实现简化窄体飞机外侧机翼襟翼生产的目标, 由空中客车公司不来梅(德国不来梅)领导的复合材料多段襟翼(CMF)项目展示了将26个碳纤维增强聚合物(CFRP)部件集成到一个一体式结构中,该结构通过单次注射树脂转移成型(RTM)工艺注射和固化。除了演示使用干织物和液体树脂的传统RTM工艺生产新CMF外,空中客车不来梅团队还演示了使用Radius Engineering 开发的相同质量的树脂传递模塑(SQRTMSame Qualified Resin Transfer Molding)工艺制造零件。SQRTM使用预浸料叠层而不是干织物预成型件,RTM工艺注入与预浸料中使用的树脂相同的树脂,但呈液体形式。这种方法的好处是避免了任何对新材料进行鉴定的需要。
为什么选择SQRTM?因为CMF概念可以应用于 其他结构,例如机翼内侧襟翼。然而,正如空客不来梅 公司的工业活动建筑师Stefan Bauer博士所解释的那样, 内侧襟翼必须承受跑道碎片的冲击,因此需要一个钢化树脂系统。“我们没有合格的 RTM增韧树脂系统, ” 他补充道, “因此,SQRTM的可行性也在CMF项目中的7.8米全尺寸组件上得到了证明,并取得了良好的效果。概念基本相同。”Bauer表示,干织物RTM和SQRTM工艺变体都已准备好工业化。
补充图片

原文见,《 Reducing manufacturing cost via RTM 》 2015.11.30.
杨超凡 2023.8.16