
 English
English 简体中文
简体中文
































要做到高效率生产,并获得性能优良的注塑制品,必须对模具进行温度调节。模具温度直接影响着注塑制品的质量和生产效率,它主要通过模具的冷却系统来进行适当的控制和调节。
传统的冷却水道只能加工成简单的直孔,当注塑件形状复杂时,其冷却效果差,零件变形大。如何在小周期时间内高效冷却塑料产品呢?
随性冷却是一个很好的解决办法。
随形冷却摆脱传统方式的制约
随形冷却的原理是,在一个统一连续的方式下快速地降低塑件的温度。注塑件不能在冷却过程中从模具中取出,直到冷却充分,然后,从模具中取出注塑件。任何热点都会延迟注塑件的注塑周期,可能会导致脱模后注塑件的翘曲和凹陷,并可能损害塑件表面的质量。
传统的模具内冷却通道是通过二次加工来实现的。通过交叉钻孔,产生直线管的内部网络,通过内置流体插头来调整流速和方向,这种方法有其局限性,水路网络的形状是有限的,所以,冷却通道离模具的表面远,使得冷却效率低。不仅如此,还不得不面对额外的加工和装配时间,以及盲点的渠道网络可能被堵塞的风险。而且,在复杂的情况下,为了预留冷却通道的加工,模具还需要被切分成几个部分来制造,然后再拼接成一整块模具,这导致了额外的制造环节,并且还会缩短模具的寿命。
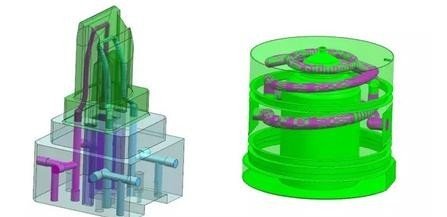
随形冷却方式与传统冷却方式的区别在于,其冷却水道的形状随着注塑制品的外形变化,不再是直线状的。这种冷却水道很好地解决了传统冷却水道与模具型腔表面距离不一致的问题,可以使得注塑制品得到均匀的冷却,冷却效率更高。
3D打印对注塑产品带来的附加值
3D打印制造使人们摆脱了交叉钻孔的限制。现在,可以设计内部通道更靠近模具的冷却表面,并具有平滑的角落,更快的流量,增加热量转移到冷却液的效率;还可以根据冷却要求设计不同的冷却回路,旨在以一致的速度进行散热,以促进散热的均匀性。冷却液通过量对模具的冷却速度至关重要。必须设计光滑的角落,以减少沿通道的压力损失。
金属粉末选择性熔化3D打印技术,在直径小至1.4毫米的冷却通道亦可以生产。铺粉的3D打印制造技术的一个有益的好处是,粉末熔化带来轻微纹理的表面,这种纹理结构增加了冷却接触的表面积,带来更好的传热效果,从而提高了冷却效率,并形成通道内小湍流,从而实现通道自清洁的效果。
通过3D打印制造的随形冷却注塑模具,可以大幅提升注塑模具加工效率。通过增材制造来制造的随形冷却模具的其他主要优点包括:可以成型更均匀的塑件制品,使制品零缺陷,并且避免因冷却速度不均匀而导致的缩凹痕迹。另外,在开发新注塑产品时,有助于实现通过较少的迭代即可完成产品的开发。当然,更多的优点还包括在制造复杂模具时,由于减少了冷却通道加工和拼接的环节,增材制造方法比传统方式更快。
应该注意的是,增材制造出来的模具表面精度不高,要通过后期的精加工和抛光处理来获得所需的表面精度。在这个环节,传统的机加工与增材制造优势形成互补。
更多信息请关注复合材料信息网www.cnfrp.com