
 English
English 简体中文
简体中文
































环向缠绕
环向缠绕是芯模绕自身轴线匀速旋转,绕丝嘴沿芯模筒体轴线平行方向移动,芯模每转- -周 ,绕丝嘴移动-个纱片宽度,如此循环下去,直到纱片均匀地布满芯模筒体段表面为止。环向缠绕只能在筒身段进行,只提供环向强度。环向缠绕的缠绕角(纤维方向与芯模轴夹角)通常在85° ~ 90°之间,环向缠绕参数关系图(图3- 41)和计算公式如下
D- 芯模直径;
a-缠绕角。
当缠绕角小于70°时,纱片的宽度要求比芯模直径还大,这是不可能的,因此环向缠绕时,缠绕角必须大于85° ,小于90°。
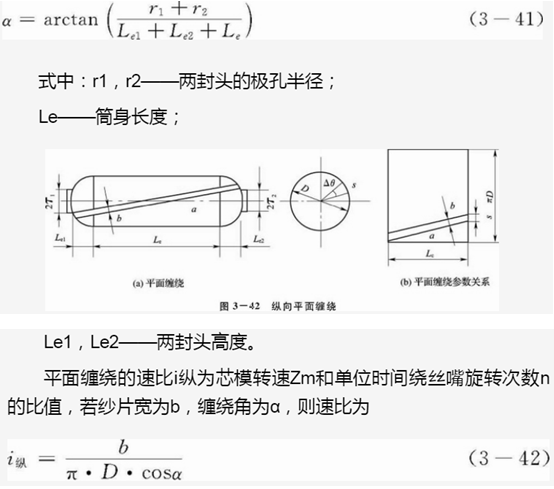
纵向缠绕
纵向缠绕又称平面缠绕。缠绕时,缠绕机的绕丝嘴在固定的平面内作均匀速度圆周运动,芯模绕自身轴线慢速旋转, 绕丝嘴每转一周,芯模旋转一个微小角度 ,相当于芯模表面上一个纱片宽度。纱片与芯模轴的夹角称缠绕角,其值小于25°。纱片依次连续缠绕到芯模上各纱片均与两极孔相切,各纱片依次紧挨而不相交。纤维缠绕轨道近似为一个平面单圆封闭曲线。平面缠绕基本线型如图3- 42所示。
由图3- 39可知 ,缠绕角a为
平面缠绕适用于球形,椭球形及长径比小于1的短粗筒形容器生产。平面缠绕容器头部纤维有严重架空现象,为了减少纤维架空对制品质量的影响,-般在缠绕不同层次时,使缠绕角a值在一定范围内变化,以分散纤维在端头部的堆积。
来源:《复合材料件可制造性技术》