
 English
English 简体中文
简体中文
































日本中岛螺旋桨有限公司成立于 1926 年,拥有 380 员工,年销售额 240亿是一家专业开发和制造船舶用螺旋桨的企业。其产品在日本国内占据 70%的市场,在占 30%的市场份额。
台商船用碳纤维复合材料螺旋桨
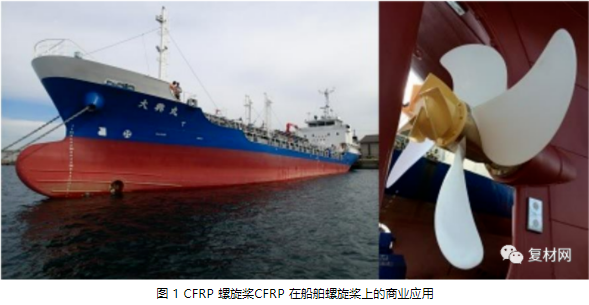
中岛螺旋桨公司将碳纤维复合材料的螺旋桨的制造定位为公司的下一代公司发展关键技术,从 2007 年开始与东京大学等研究机构共同开展研究,2015年实现了“次商用化”。目前是唯一一家能够制造面向商用商船的碳纤维复合材料螺旋桨的企业。
船舶用螺旋桨中大的是油轮的螺旋桨,直径约 10 米,这次螺旋桨使用的是碳纤维加强塑料(CFRP),目前大可以制造直径 4.2 米的螺旋桨。现在日本国内每年造船数为 100 艘左右,其中 10%采用 CFRP 螺旋桨。CFRP 螺旋桨的材料费和制造费用都还很贵,将来随着成本的降低,预计其数量会逐渐增加。
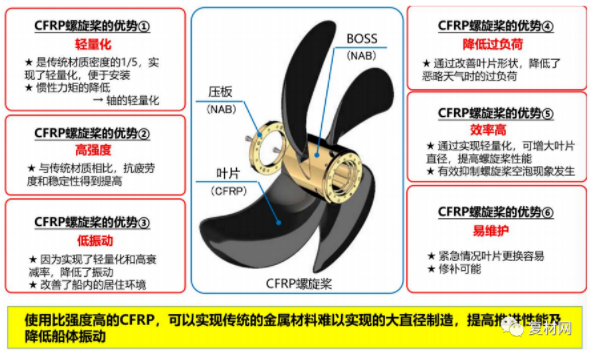
CFRP 螺旋桨优势
先,从结构的观点出发,「什么样的螺旋桨是好的螺旋桨?」。评估螺旋桨的重要要素有「耐久性」,「轻量(低振动)」,「正确的形状」三方面。
要素 1:耐久性
船舶,特别是在外洋航行的大型船舶,螺旋桨需要长时间的连续运行。大型油轮的航行时间为 1 个月,这意味着直径 10 米的大型螺旋桨在 1 个月(720 小时)内不间断地旋转。考虑到这个前提,螺旋桨理所当然需要高耐久性。

要素 2:重量轻(低振动)
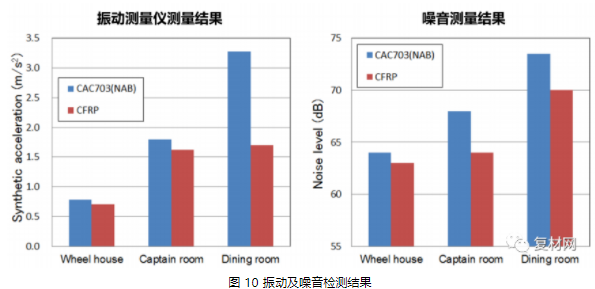
一般来说,在交通工具中,一般轻量化可以提高燃油效率,但是螺旋桨与船舶整体的重量相比是非常小的零件,所以即使重量减轻了,对整体的燃油效率的贡献不大。倒是由于水中高速旋转的螺旋桨的轻量化,对减振有良好的效果,从而降低了噪音。此外,发动机旋转过程中,螺旋桨的轻量化可以是发动机的旋转更加顺畅,使发动机的负荷降低,特别是在暴风雨的天气种航行时,这一点更为重要。
要素 3:精确的形状
由于螺旋桨时长时间连续运转,即使尺寸精度稍有不同,也会对发动机的性能和耐久性产生很大的影响。在螺旋桨的制造中,即使是直径 10 米的大型螺旋桨,尺寸的公差也要控制在毫米范围内,而且表面的光滑程度也需控制在毫米级。
因为碳纤维是高强度轻量材料,对于满足上述三要素来说是非常出色的材料,中岛螺旋桨公司将碳纤维加强材料(CFRP)螺旋桨作为下一代公司的主力产品重点推广。
选择 CFRP 材料的理由
通常的螺旋桨是铸造铜合金制作的。中岛螺旋桨公司的销售额大部分也依铜合金螺旋桨。但是中岛螺旋桨公司出于两个理由,认为“必须着手开发生产碳纤维的螺旋桨”。
理由 1:铜资源的枯竭
铜已经成为稀有矿物资源,材料费也逐年高涨。今后铜的供应状况好转的希望不大,为了将来的准备,公司决定开发用碳纤维复合材料制造螺旋桨的技术。
理由 2:来自复合材料制造商的潜在威胁
目前,虽然在国内外公司在船舶螺旋桨领域占有很高的市场份额,但是将来碳纤维等复合材料的材料成本、制造成本下降的时候,复合材料制造商也许有可能进入到螺旋桨行业。为了应对潜在的威胁,必须逐步积累碳纤维复合材料的技术和经验。因此从 2007 年开始着手研发,终于实现了商船上的商业化应用。
CFRP 螺旋桨的制作过程
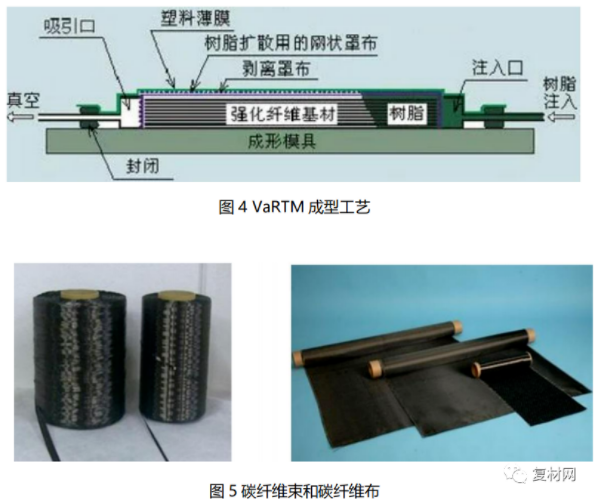
CFRP 螺旋桨采用真空辅助树脂传递成型(VaRTM)工艺,通过碳纤维的树脂浸渍及固化制作而成。VaRTM 成型法是指在成形型(成形模具—译者注)上先铺设强化纤维基材(玻璃纤维或碳纤维等编织物),用塑料薄膜封闭后再抽成真空,然后将液状树脂注入,由负压原理使其完全浸入纤维基材各处并使其固化。为方便树脂浸入(扩散)及获得较好的叶片表面,在强化纤维基材与成形型以及塑料薄膜之间分别使用了专用的网状罩布和剥离罩布。
生产过程中遇到的困难
当初中岛螺旋桨公司着手开发的时候,虽然有铜合金的铸造技术,但是关于碳纤维复合材料的浸渍成形是完全未知的领域,从零开始。此后,与东京大学反复共同研究得到了经验技术,不过基本上是反复试验和摸索的过程。
浸渍成型中,如何使树脂均匀地穿过碳纤维层的空隙”是生产过程中的一个难点。无论是铸造还是浸渍成型,其理想状态都是使材料在模具内部均匀地延伸到各个角落,均匀地凝固。但是,在浸渍成型的情况下,由于模具内部有碳纤维凝块,因此成为了障碍物,使树脂材料均匀通过变得困难。
螺旋桨成品和碳纤维层的形状和外观体积都一样。而且碳纤维层在浸渍前可通过真空压力牢固地凝固,感觉已经没有树脂渗透的间隙了,其实成品螺旋桨的碳纤维部分和树脂部分的体积比是 6:4。也就是说,即使真空紧贴也会残留的碳纤维层之间的空间,以及碳纤维织纹部分的空隙,即使每一个都是微小的,但全部累计的话就会达到全体的 4 成。树脂对碳纤维的浸渍,是一个缓慢地渗透到纤维织纹细微缝隙中的过程。因为有上述的前提条件,所以在碳纤维复合材料的浸渍成型中,要实现“纤维内部均匀地将树脂渗透到各个角落,使其均匀地固化”的理想状态变得非常困难。
从“经验和直觉”到引入模拟
复合材料事业部樱井部长说,一开始是用“经验和直觉”,但是随着订单的增加,制造的螺旋桨的尺寸越来越大,仅仅凭经验和直觉就很难处理了。尤其是碳纤维复合材料的情况下,一旦失败的话,就会造成昂贵的碳纤维浪费。在确保成本、交货期、质量的同时稳定生产大尺寸的螺旋桨,仅凭经验和直觉还是有限的。
因此导入了模拟软件,在计算机内部再现了浸渍成型,并转换了方针,尽量在计算机上进行反复试验。当时比较研究了几个候选产品,PAM-RTM 于其他产品相比,在不仅可以注塑成型,还支持三维的 VaRTM 成型模拟,而且以东京大学为的国内有很多引进业绩,所以采用了这个产品。
利用 PAM-RTM 进行含浸模拟
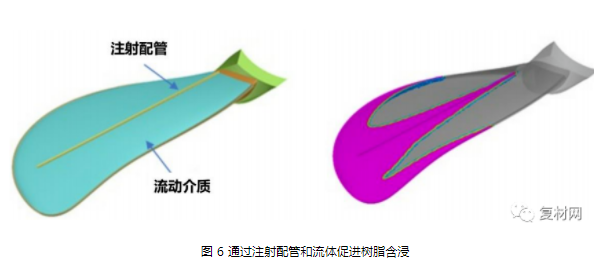
利用 PAM-RTM,主要改变“注入配管的数量、位置”和“液状树脂的大小、位置”这两点。将树脂浸入几十、几百层碳纤维中时,“树脂沿着与叶片表面平行方向浸透”和“树脂向与表面垂直的厚度方向浸透”这两个方向的树脂流动阻力有很大的差异,因此需要对这两个方向进行控制。
其中,对于前者,将被称为“流动介质”的网格状片材配置在薄膜和碳纤维之间,由此促进和控制树脂的渗透。关于后者向厚度方向的渗透,通过改变注入树脂的配管的数量、位置、直径,来控制浸渍状态。使用 PAM-RTM 进行模拟时,计算时间约为 3 小时。
实际装机及性能
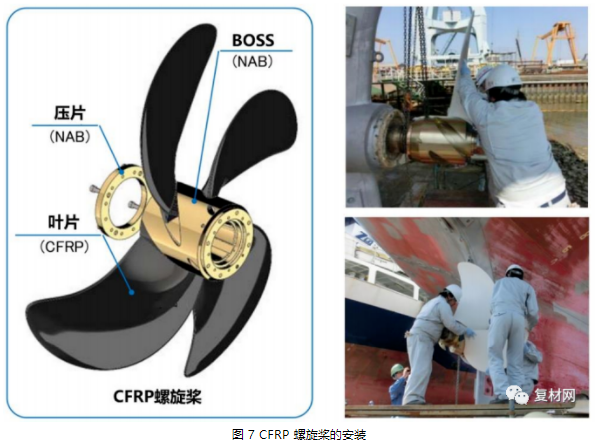

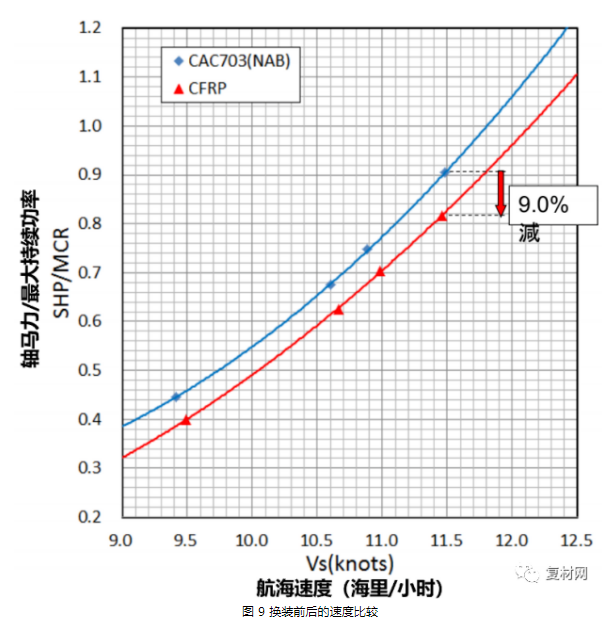
与传统铝青铜螺旋桨相比,CFRP 所需的功率减少了 9%,相信随着在商船上逐步推广使用后,能更好的提高燃料经济性和运营效率。
其他装机业绩
1. 499G/T 化学品油轮主推进螺旋桨
输出功率:735kW
螺旋桨直径:2.12m
螺旋桨转速:355rpm

2. 499G/T 化学品油轮主推进螺旋桨
输出功率:735kW
螺旋桨直径:2.12m
螺旋桨转速:355rpm

3. 355G/T 化学品油轮主推进螺旋桨
输出功率:735kW
螺旋桨直径:2.0m
螺旋桨转速:395rpm

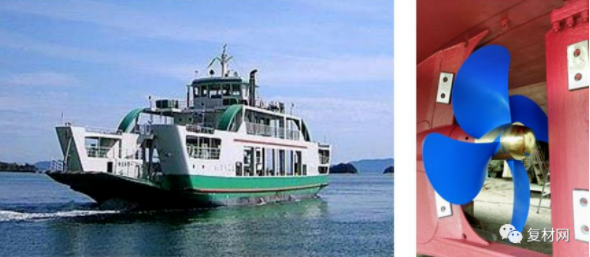
4. 195G/T 轮渡主推进螺旋桨
输出功率:441kW
螺旋桨直径:1.6m
螺旋桨转速:334rpm
5. 49G/T 渔船主推进螺旋桨

总结
参考文献
ナカシマプロペラ株式会社、複合材料製プロペラの研究開発,2020