
 English
English 简体中文
简体中文
































节制品外观及尺寸检验
一、技能要求
(一)能目测制品形状、颜色等外观状态是否符合生产任务书要求, 能识别制品表面缺陷,判断表面缺陷类型并能控制使用,能判定制品针孔、裂纹、固化不良等缺陷.
(二)能使用米尺、游标卡尺等测量工具测量制品尺寸并确认是否在误差范围内。
(三)能对玻璃钢拉挤制品质量进行检验,分析产生毛刺、气泡、裂纹、未固化完全等缺陷的原因并提出解决方案。
二、相关知识
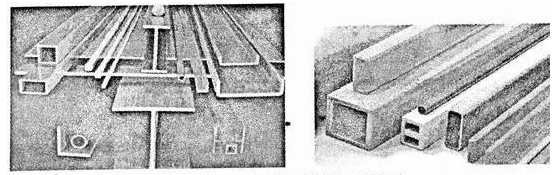
(一)拉挤制品表观特征
合格的拉挤制品应具有光滑平整的表面,无孔隙、裂纹、气泡、分层、发白等缺陷。但使用不同的增强材料,拉挤制品的外观也会呈现不同的效果。纯玻璃纤维制品的表面应该是好的,手感细腻而光滑。但出于对横向强度的考虑,大部分拉挤制品会在表面铺设缝编毡、连续毡等材料,这种表面由于毡材上缝编线或短切纤维的随机排布而显得较为粗糙,这种情况下可以在外层加上一层表面毡,除了改善产品外观效果,还可以降低拉挤制品与模具之间的摩擦力,提高制品的耐腐蚀性。
(二)拉挤制品表面缺陷知识
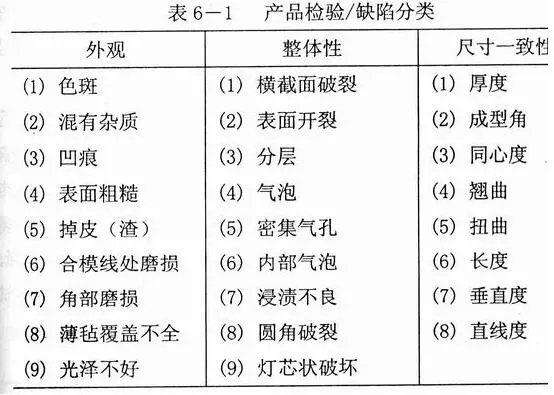
拉挤制品检验的内容主要有:外观检验、整体性检验和尺寸检验。拉挤制品产生缺陷的原因大致有三类:材料组成、工艺参数和工艺方法。材料组成指树脂配方、粗纱、玻纤毡、表面毡等质量因素引起的缺陷;工艺参数指由模具温度、拉挤速度等参数设置不当引起的缺陷:工艺方法指与树脂浸渍方法、预成型模、成型模具和拉挤设备相关联的缺陷。拉挤制品检验、缺陷分类见下表。
(三)尺寸测全仪器使用
拉挤制品中,常用到的测量仪器有以下几种:
1.盒尺 用于测量拉挤制品的长度,量程一般为3m, 5m等精度为1 mm.
2.游标卡尺 用于检测产品的轮廓尺寸,如厚度、宽度等,量程一般为250mm,其精度为0. 02mm。
3.宽坐角尺用于检测制品切割面与长度方向的垂直程度。
4.直角尺用于检验产品内外直角的偏差,标有刻度,也可以用在后加工的画线工作中。
5.水平尺一般在模具调平时使用,确保模具与牵引台面的一致性。
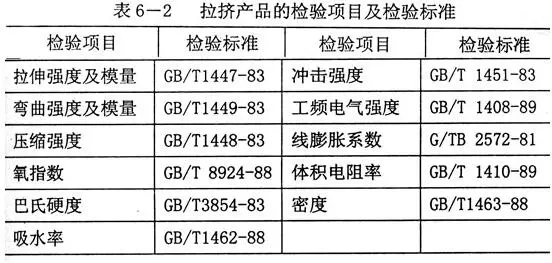
(四)拉挤制品质量检测技术
拉挤制品的质量检测内容较多,包括外观、尺寸精度、性能指标等各个方面。
1.外观主要是指产品颜色是否均匀,产品的表面和端面是否存在裂纹,表面是否光滑等。外观是拉挤制品基本,也是直接的检测项目,一般采用目测的方法。
2.尺寸精度主要是指产品截面各个部位的厚度、角度等是否在客户要求的公差范围之内,一般使用游标卡尺和直角尺来测量。要求较高的产品还会对产品的平整度、直线度进行严格的控制,这就需要送往专门的检测机构做测试,如果是批量较大的生产,也可以专门制作用于测量平整度和直线度的工装,便于日常生产中的随时检验,保证产品质量。
3.性能指标拉挤制品性能测试项目较多,一般通过加工标准试样,按照标准进行测试,有专门的测试机构。
第二节制品表面缺陷分析判断与修补
一、技能要求
能根据现场情况及检测记录的工艺参数等因素引起的气泡、针孔、裂纹、固化不完全进行判断,对已确定的问题,能使用工具及辅助工具进行修复。
二、相关知识
(一)制品缺陷分析与判断
1.拉挤制品缺陷及纠正知识
在拉挤生产中,操作者应密切关注产品的在线质量状况,在产品外观、性能出现异常时应及时作出反应,观察生产现场条件是否有所改变,工艺参数是否稳定等,并作出调整方案。在生产过程中,拉挤制品所出现的缺陷类型及原因分析如下:
(1)表面出现纤维及毡堆积
结果:增强材料在模具入口处相互缠绕、挤压,导致产品在模具内受到阻力增大,严重时会导致产品破坏。产生的原因:
a.纤维发生中断后发生堆积。
b.纱束的松紧股太多。
c.纤维粘度较高,导致模腔压力过大。
d.牵引速度过高。
e.模具入口的设计不合理,增强材料入模不顺畅。
f.预成型体系设计不合理,导致增强材料行进不流畅。
(2)产品固化程度不够
结果:产品外观无光泽,强度不够。原因分析:
a.牵引速度过快。
b.温度设置过低。
c.固化剂用量不足。
(3)表面粘模,出现局部掉皮
结果:产品局部与模具粘附,导致阻力增大使牵引拉力急剧升高,终堵模。
原因分析:
a.纤维含量过低或填料加入量少。
b.内脱模剂效果不好或用量太少。
c.速度过快。
d.前区温度设置过高。
(4)表面出现鳞片状
结果:表面光洁度差。
原因分析:
a.脱离点应力太高,产生爬行蠕动。
b.脱离点太超前于固化点。
(5)产品表面或内部出现裂纹一
结果:外观不良,性能下降。原因分析:
a.速度太快,产品内外固化不一致。
b.温度设置不合理,产品固化过于剧烈。
c.模具太短,产品固化不良。
d.增强材料与基体材料匹配性不佳。
e.基体材料粘结性较差。
f.产品较厚,固化放热量过高。
(6)产品表面附着粉状物
结果:模具内阻力增加,导致堵模。原因分析:
a.模具内表面光洁度差,或局部镀层脱落。
b.模内有粘模,导致制品表面损伤。
(7)产品表面有液态粘态物质渗出
结果:产品外观不佳,出现表层裂纹。原因分析:
a.制品固化不完全,温度低或拉速过快。
b.纤维含量少,收缩大,未固化树脂喷出。
c.温度设置不合理,内外固化不同步。
(8) 表面出现不平整,有深色沟痕
现象:产品外观较差。原因分析:
a.局部的纤维含量较低。
b.有粘膜现象。
c. 表面毡层打折。
(9)表面出现白纱或发白
结果:产品表面不良。
原因分析:
a.纱和毡浸渍不完全,毡层过厚或毡材浸溃性能不佳。
b.有杂质混入,在毡层间形成气泡。
c.纤维含量过高。
(10)表面起毛
结果:表面外露纤维。
原因分析:
a:纤维含量过高。
b:树脂与纤维匹配不好,浸渍不良。
(11)制品弯曲、扭曲变形
原因分析:
a:制品固化不同步,产生固化应力。
b:制品出模后压力降低,在应力作用下变形。
c:制品里各部分材料不均匀,导致固化收缩不一致。
d:出模时产品未完全固化,在外来牵引力作用下产生变形。
e:模具与牵引力方向的相对位置需调整。
f:温度、速度参数设置不匹配。
(12)制品缺边角
原因分析:
a:局部纤维含量不够。
b:上下模之间的配合精度差或有划伤,造成载和模线上有结、积聚,致使制品缺角、少变。
(二)拉挤制品修复知识
对于热固性拉挤制品来说,在一定的工艺参数设置下,产品在从模具中拉制出来之后,产品的外观结构和内在性能就基本成为一个无法改变的状态,可修复的余地很小。当然外观的缺陷,可通过采用一定的补救措施如喷涂处理效果较好,但会很大程度上增加产品的造价,如果不是客户有专门要求,一般不提倡使用这种方法。对于内部缺陷就只能通过调节工艺参数来得到提高。所以对于正常拉挤制品,操作者所能做的,只是进行适当的后加工处理,使产品更加完美。
1.产品两段进行封头
有些产品需要用在环境比较恶劣的腐蚀环境中,为提高产品的使用寿命,需要对产品断面进行封闭,减少腐蚀介质通过截面的裂纹或缺陷对产品性能的破坏,封闭材料采用普通树脂即可。
2.拉挤产品毛刺的清理方法
拉挤毛刺一般比较少,多数出现在产品切割端面,在后处理过程中可以用圆锉、平锉等工具进行适当修理,也可以用砂纸进行打磨。
(三)制品送检报告
1.技能要求
能对制品进行合理取样送检,能编写制品质量报告。
2.相关知识
(1)拉挤制品检验及取样规则
产品检验规则是考核和测定产品质量是否符合标准要求而采用的一种方法和手段。它是产品制造部门和用户确定产品是否合格所共同遵守的基本原则。在我国大部分的产品标准中,都把检验统一为型式检验(例行检验)与出厂检验(交收检验)两类。在所有产品标准中,均应规定出厂检验的规则和试验项目,而对型式检验(例行检验),则在规定产品标准中应明确其进行条件、规则和试验项目。一般说来,型式检验是对产品各项质量指标的全面检验,以评定产品质量是否全面符合标准,是否达到全部设计质量要求。出厂检验是对正式生产的产品在交货时必须进行的终检验,检查交货时的产品质量是否具有形式检验中确认的质量。产品经出厂检验合格,才能作为合格品交货。出厂检验项目是形式验项目的一部分。
对拉挤制品而言,在下列情况之一时形式检验:
a.次生产或正常后遇到材料、结构及工艺有明显改变,可能影响产品性能时。
b.投产之后,产品结构、材料、二艺及参数有较大改变,可能影响产品性能时。
c.正常生产12个月后。
d.出厂检验结果与上次型式检验有较大差异时。
e.质量监督机构提出型式检验要求时。
拉挤产品的取样可以采取抽样方式,从检验批次产品中随机抽取。抽取数量可以根据产品具体情况而定,也可以由供需双方共同商定。如果所抽样品,规定检验项目全部合格,则可判定相应批次的产品全部合格,否则为不合格。
(2)拉挤制品质量测试报告的编写方法
拉挤制品是否满足客户要求,除了生产厂家自身对其尺寸、外观的检验,大部分情况下必须按照客户提供的指标进行材料性能的测试或产品整体性能的测试。通过测试报告得出的结果,可以很大程度上反映产品的质量水平。也是作为证明产品合格的依据。进行玻璃钢制品性能检测的机构很多,如果是提供给客户的文件,就应选择较大的、具有一定资质的测试部门。如果只是生产厂家用来比较不同配方的产品性能情况,作为技术的积累或摸索材料性能,则可以利用万能试验机来进行验。对于产品试样的制备,能够运用标准的,尽量运用标准,没有标准的,可以根据实际情况作出测试的方案,但是一定要保证多次试验的条件、环境一致性,才能大程度地反映出性能的变化。
3.质量控制及改进
产品是否能稳定地达到所要求的性能与质量水平,在很大程度上取决于厂家对质量控制的努力程度。在拉挤生产中有很多的质量控制点,但由于在试验设备与人员上的投资原因,少有厂家在大程度上做到了这点,而有很多的厂家连基本的质量控制能力也不具备。其实只要简单地理解质量链上的关键环节,依靠自己的努力和外部(比如实力较强的原料供应商)支持,条件有限的厂家仍能取得很好的结果。拉挤中的质量控制点及职责分配如下,如果有条件应对每一环节进行控制。
(1)原材料验收
对原材料实施控制的关在原材料供应商。原材料供应商应提供稳定的原材料。拉挤厂家重要的着眼点应是把握树脂特性。应对每批进厂的树脂抽样检验,鉴定其是否符合规范要求。检查的项目包括外观、粘度、酸值、固体含量、反应活性。应保存树脂检测的质量记录,从而为判断工艺问题提供有价值的原始资料。
增强塑料在功能上与树脂同等重要。增强材料主要包括无捻粗纱、连续毡以及各种形式的织物。对于无捻粗纱应检测含水率、可燃物含量及线密度。对毡而言,除应检测单位面积质量及粘接剂含量外,还应注意纤维分布不匀的问题。经过测定增强材料的含水率等对于分析某些工艺质量问题的原因是非常有用的。对填料来说,应选择能满足产品性能要求的粒径,还应注意粒径分布不宜过宽;对颜料而言,应特别注意其研磨分散的均匀性,否则会给制品带来严重色差,还应留意其与树脂的相容性以及对树脂反应活性的影响。
(2)工艺线上的原材料
工艺线上的原料是指已配好的树脂混合料及将要或正在转化成产品的增强材料。在这一个控制点上主要着眼点仍应是树脂性能。将各种成组分在搅拌机中混合,制成均一分散的树脂混合料,混合过程中应防止温度升高太多。在将树脂从混合设备上移出之前应肉眼观察填料的分散性与污染。纤维在树脂槽中是否达到足够的浸润对拉挤来说是极其重要的,树脂的粘度是决定能否足够浸润的关键参数。对工艺中的连续原丝毡应经常检查其宽度是否合适,使用太窄的毡时,部件表面会出现暴露的粗纱,还可能会出现其它的缺陷如树脂局部富余、外观难看等。使用过宽的毡时,由于它会为适应模腔而产生折叠,可能会引起增强层的定位无法控制。另外,由于毡必须打褶以进入模具,这样在打褶的地方会增加模具的磨损。
(3)工艺参数控制
拉挤成型的主要工艺参数有模腔温度、树脂温度、模腔压力、固化速度、固化程度、牵引力和牵引速度等。其中要的是模腔温度。用于拉挤的树脂体系对温度都很敏感,模腔温度的控制应十分严格。温度低,树脂不能固化。温度过高时,胶液一入模就固化,使成型、牵引困难,严重时还会产生废品甚至损坏设备。模腔温度分布应两端低,中间高。其次是模腔压力。模腔压力是由于树脂粘性,制品与模腔壁间的摩擦力,材料受热产生的体积膨胀以及部分材料受热气化产生的。因此,模腔压力是制品在模腔内行为的一个综合反应参数,一般模腔压力在1. 7MPa--8. 6MPa之间。另一个重要参数是牵引速度,这是一个平衡固化程度和生产速度的参数。在保证固化度的条件下应尽可能提高牵引速度。
为加强国内外复合材料拉挤成型工艺的技术交流与市场对接,推进前沿工艺、先进设备及应用产品发展,推动复合材料全产业链优化升级,学习拉挤新技术、了解拉挤新设备、掌握终端新应用、洞悉市场新趋势,复材网放眼国际,立足国内,定于2021年10月27-29日在浙江?嘉兴召开“2021国际复合材料拉挤工艺应用高峰论坛暨工厂现场演示培训会”。
本次会议以“复合材料拉挤工艺及应用”为主题,克劳斯玛菲和科思创协办。会议拟邀请国际拉挤工艺专家、拉挤制品企业研发总工及终端应用领域专家学者作技术与应用相结合、工艺与市场相结合的精彩报告。会议期间将组织参观考察德国品牌克劳斯玛菲的嘉兴一体化工厂,学习了解复合材料工业4.0智能化五大优势艾谱?拉挤成型系统整体解决方案,促进和深化论坛研讨成果。
诚邀国内外复合材料拉挤工艺领域专家、学者、企业家和行业同仁莅临大会,共谋复材新未来。
主办单位
复合材料信息网
协办单位
克劳斯玛菲机械()有限公司
科思创(上海)投资有限公司
赞助单位
浙江恒亿达复合材料有限公司
华东理工大学华昌聚合物有限公司
报告嘉宾
陈博
复合材料工业协会顾问
湖北省武汉市人。级突出贡献专家。1958年毕业于湖北省武昌实验中学,1963年毕业于华中工学院(今之华中科技大学)机械制造工艺及设备专业。
主要研究方向:酚醛模塑料及模压、连续成型、纤维缠绕、拉挤、大型网格空间薄膜式雷达罩、PA/PE滚塑。
曾任北京251厂(北京玻璃钢研究院)机电设备研究室主任、复合材料工业协会秘书长、常务副会长。
1963年始即从事玻纤复合材料研究及科技普及工作,为建立我国玻璃钢管道与贮罐工业做了开创性的贡献。致力行业技术进步,促进了“七五”以来我国玻璃钢/复合材料工业的发展。
主编有《玻璃钢工业大全》、《玻璃钢简明技术手册》等。曾获科学大会、国防科委、重大科技项目等奖。退休后现仍致力研发新型复合材料技术,和相关高校院所企业交流合作。
报告题目:
2021年拉挤成型产品市场及未来发展前景分析
报告大纲:
1. 溯源 2. 原材料进展 3. 国内工艺及其设备 4. 国内产品典型应用 5. 国外新工艺及其设备 6. 建议
何天泽
克劳斯玛菲拉挤成型产品负责人
毕业于同济大学应用化学系,深耕聚氨酯行业十余年,专注于聚氨酯配方及工艺开发和客户服务,主要从事聚氨酯复合材料配方及工艺开发和技术服务,水性聚氨酯配方开发以及聚氨酯发泡领域技术服务。
2019年加入克劳斯玛菲,负责履带式拉挤成型设备的整线的全系列开发工作和拉挤成型的工艺开发。
报告题目:
克劳斯玛菲拉挤闭模注射工艺在轻量化领域的应用
报告大纲:
1.拉挤工艺生产设备的国际发展趋势 2.拉挤工艺生产效率的提升 3.拉挤闭模注射的工艺优势 4.拉挤工艺的智能数控技术 5.艾谱TM拉挤成型系统整体解决方案在轻量化领域的创新应用
郭松强
科思创(上海)投资有限公司
复合材料商务总监
主要负责聚氨酯复合材料的市场开发,为可再生能源,绿色建筑,基础设施建设提供相应的解决方案。
报告题目:
聚氨酯拉挤复合材料及应用
报告大纲:1.科思创公司介绍 2.聚氨酯拉挤复合材料的性能概述 3.聚氨酯复合材料的市场应用简介 3.1 门窗型材市场及案例分析 3.2 风电主梁的技术痛点解决方案 3.3 铁路轨枕的设计与生产要点 3.4 脂肪族拉挤的生产注意事项 3.5 光伏组件边框的制备工艺 3.6 聚氨脂拉挤的更多应用介绍
张大厚
中冶建筑研究总院有限公司教授级高级工程师
1986年本科毕业于武汉工业大学复合材料专业,1989年研究生毕业于武汉工业大学高分子材料/复合材料专业,工学硕士。2001年晋升为教授级高级工程师。
复合材料工业协会理事、设备管理协会涂装产业发展促进中心高级专家;
工业防腐蚀技术协会常务理事、专家委员会委员,2009年被工业防腐蚀技术协会和化工企业管理协会联合授予“防腐蚀大师”称号。
主要研究方向:树脂基复合材料的工业应用与工程技术服务。
参编及主编与复合材料有关的专著有:《复合材料大全》(新闻出版署第十届优秀科技图书二等奖、化工部第六届优秀图书一等奖)、《复合材料制品设计及其应用》、《防腐蚀复合材料及其应用》、《建筑材料工程质量监督与验收丛书 防腐材料及建筑涂料分册》、《建筑材料工程质量监督与验收丛书 防水材料与屋面材料分册》等。
报告题目:
节能环保政策与拉挤型材的市场前景
报告大纲:
1. 新节能环保政策解读 1.1 建筑节能环保 1.2 工业领域节能环保 2. 国内拉挤型材技术现状 3. 国外拉挤型材技术简介 4. 拉挤型材市场前景 4.1 建筑领域(门窗、厨卫、野营及移动房屋、大型公共建筑等) 4.2 能源领域(煤炭、电力) 4.3 新能源领域(风能、光伏、储能) 4.4 工业防腐蚀领域 4.5 交通运输(桥梁、汽车、火车、船舶)及冷链储运领域 4.6 航空航天领域 5. 有关建议 5.1 新产品研发方面 5.2 新产品市场拓展方面 5.3 拉挤装备研发 5.4 退役产品及废弃物处理
邢铭菲
华东理工大学华昌聚合物有限公司
国际贸易部市场开发经理
主要从事新型复合材料市场的开发(EP、VE、UP等树脂基材料),负责风电领域复合材料新型树脂需求解决方案。
报告题目:
拉挤复合材料基体树脂的开发、选型及解决方案
报告大纲:
1. 拉挤行业发展新形势 2. 拉挤工艺的原理及基体树脂的开发 3. 拉挤复合材料基体树脂解决方案
刘强
毕克助剂(上海)有限公司 热固性塑料技术服务经理
2000年毕业于武汉理工大学 复合材料专业
复合材料行业从业20年
对闭模成型工艺配方的助剂设计和使用有实际经验
报告题目:
高性能拉挤复合材料的助剂解决方案
报告大纲:
1.毕克化学介绍2.快速纤维浸润和产品内部缺陷消除3.复合材料静态和动态疲劳强度提升4.生产工艺稳定和后期加工处理5.高阻燃产品的问题和解决方案
吴志全
金风科技 供方质量部复材质量团队 主管
从事风电复合材料质量、工艺工作十余年,负责风电复合材料供方质量管理工作。
报告题目:
风电叶片用玻纤拉挤板的质量管控
报告大纲:
1、风电叶片玻纤拉挤板现状概述
2、拉挤板应用质量管控
公司简介:
金风科技是清洁能源和节能环保领域的领跑企业,致力于推动能源变革,让人人可负担、可靠、可持续的能源惠及,构建“可持续 更美好”的未来。金风科技深度聚焦风电、能源互联网、环保三大领域,以强大科研创新和佳业务实践,将可再生能源的利用效率提升至新高度。
自成立至今,金风科技亲历并见证可再生能源事业蓬勃发展,并以全面深度的国际化能力根植市场,业务遍及6大洲、32个,布局的8大研发中心构建起驱动前沿技术发展的核心动力。截至2021年上半年度,金风科技风电累计装机容量超77GW,相当于每年减少二氧化碳排放15,763万吨,再造森林8,614万立方米。金风科技始终致力于“为人类奉献碧水蓝天,给未来留下更多资源”的使命。
更多专家,敬请期待……
会议期间将组织参观考察德国品牌克劳斯玛菲的嘉兴一体化工厂。坐落于长三角核心区的克劳斯玛菲嘉兴工厂,集产品研发、工程设计、生产制造、战略采购、销售服务于一体,为客户及合作伙伴创造价值。
工厂参观环节,将现场展示两条艾谱TM拉挤成型系统整体解决方案生产线-静态展示产线:10吨位艾谱TM拉挤成型系统整体解决方案生产线,适用于生产风电大梁板-运行展示产线:5吨位艾谱TM拉挤成型系统整体解决方案生产线,并将现场展示门窗型材的生产-相关应用展示:风电大梁板,聚氨酯拉挤门窗型材,环氧树脂及玻璃纤维复合锚杆等样品
时间地点
时间:2021年10月27日-29日
地点:浙江佳源大酒店有限公司
相关事项
复材网会员单位:1900元/人,非会员单位3800/人 (含全部相关会议资料、会议通行证及会议用餐)注:住宿由会务组统一安排, 费用自理。
报名方式
复材网信息科技有限公司(复材网)
联 系 人:于珍
联系电话:186 5346 3667
