
 English
English 简体中文
简体中文
































加热技术目前的差异点:
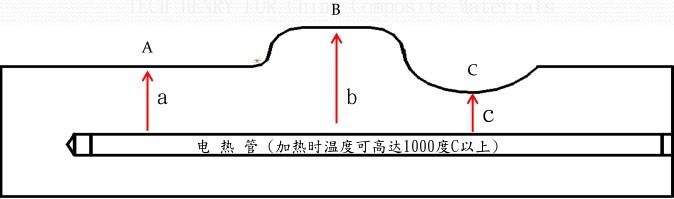
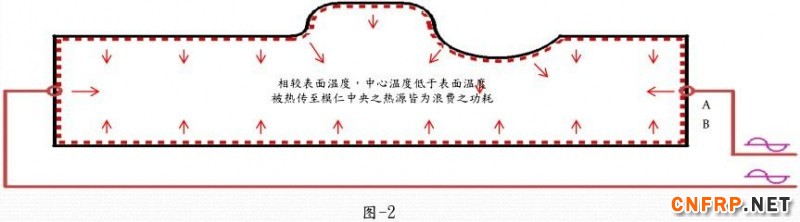
传统的电热管加热,它会有A、B、C不同温度的温度差,只能控制到A点或C点。热源由模具内部向外热传导扩散;模具越厚加热时间越长;因电热管因素模具无法变薄。
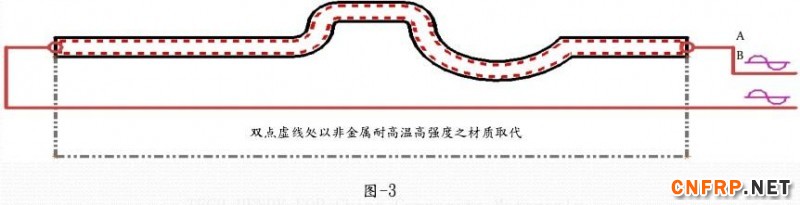
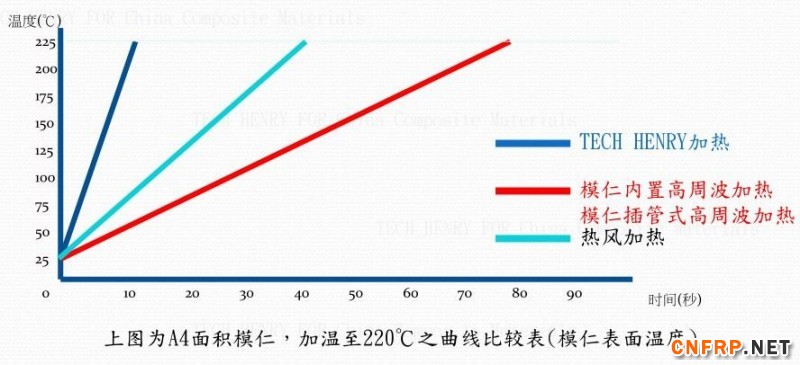
TECH HENRY 加热介绍:热源由表面产生,并往内热传导;表面即是高之可控制热源,加热快、时间短;模具可在强度确保下,尽量减少模厚,减少热源浪费。
TECH HENRY技术模仁优化设计:模仁体积减少,吸收热源降低 => 节能;模仁体积减少,需求热值减少 => 升温快;模具经过TECH HENRY技术优化后 => 生产周期缩短,降低成本。
加热方式( 特性范例:以单侧之模仁做说明 ):
耗能:上页范例若以一分钟为一模次计,则20Sec * 60模次(小时)=每小时20分钟耗能;因60Kw功率为每小时全时运转耗能60度电,故上页范例为每小时耗能 20 度电,每一模次耗能仅 0.333 度电(上述范例之耗能会因产品结构大小、模具设计方式之不同,而有不同之耗能表现)。
加热温度范围:依使用之发热材质及环境而有不同之温度极限,如: 钢材可达1350℃ (高温下需惰性气体保护,防止表面脱碳剥落),石墨可达3000℃ (高温下需真空保护,防止石墨汽化损耗)。因一般热塑/固复合材料制程,温度大多在300℃以下,故还不需用到惰性气体保护模仁(特殊要求除外)。
优势:发热源直接与需受热产品面接触,产品受热快,控温反应迅速,与传统加热,热源由钢材内部往模具表面传递时间长控温反应迟缓,是为两者大差异点。

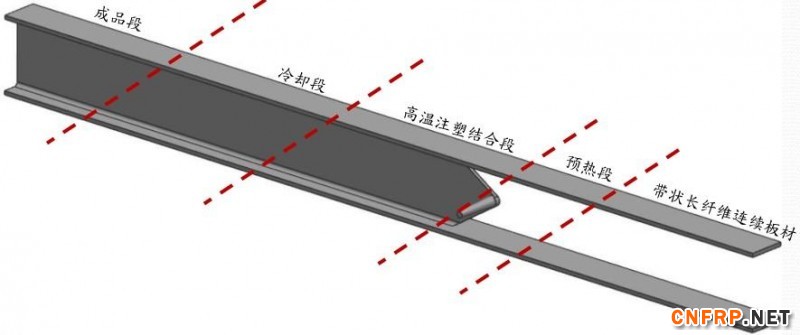
拉挤+押出1/3:热塑复材拉挤可灵活搭配运用复数工法,以制作出符合要求之成品外观及结构,下面范例系以长纤维连续板材+短纤维注塑押出方式,制作出工字梁之范例。
拉挤+押出2/3:

拉挤+押出3/3:此拉挤应用工法可应用范围广泛,如高铁车厢、大巴车厢、船板/壳、夹心板(蜂巢板)各式管体、各式梁柱…等。
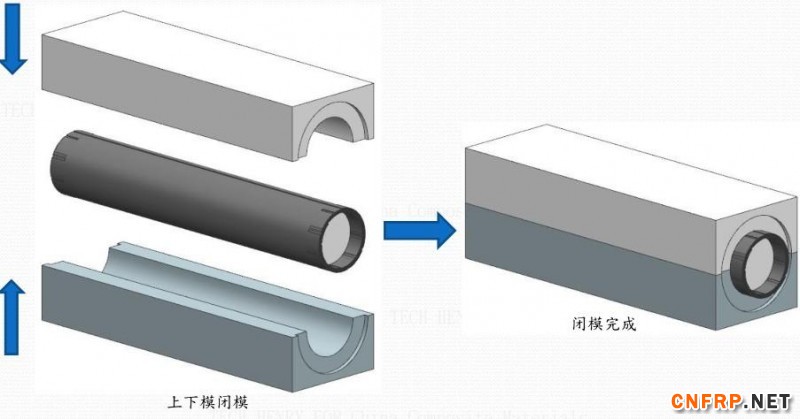
缠绕+射出1/4:

缠绕+射出2/4:
缠绕+射出3/4:
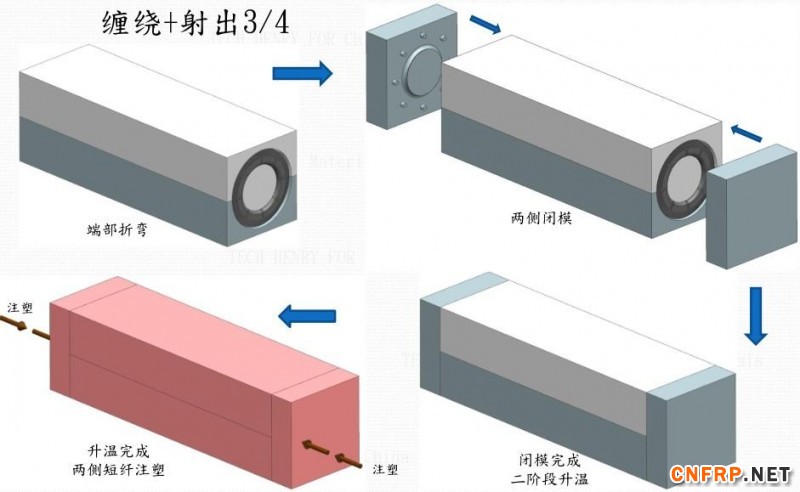
缠绕+射出4/4:

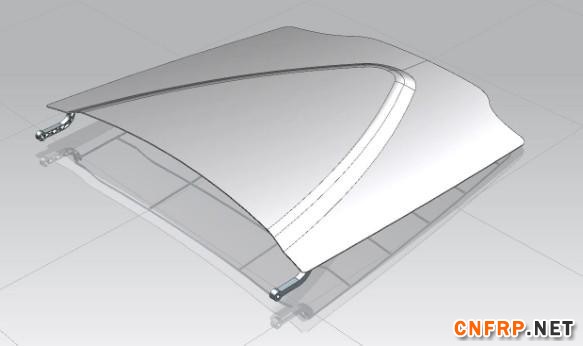
模压+注塑:
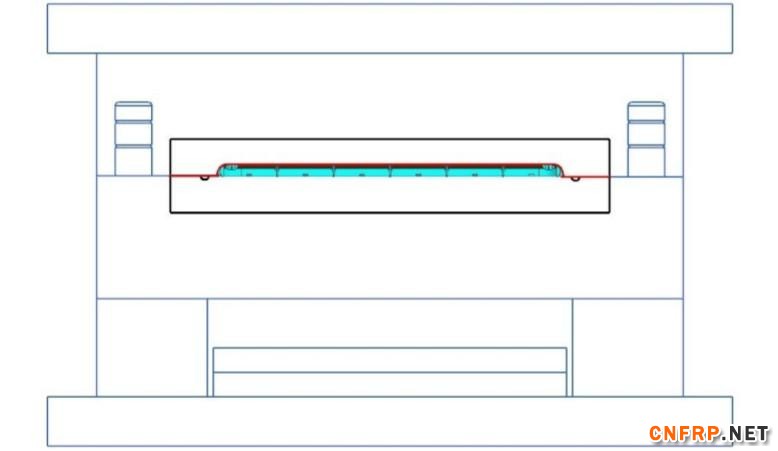

热压 + 注塑成形一次完成:
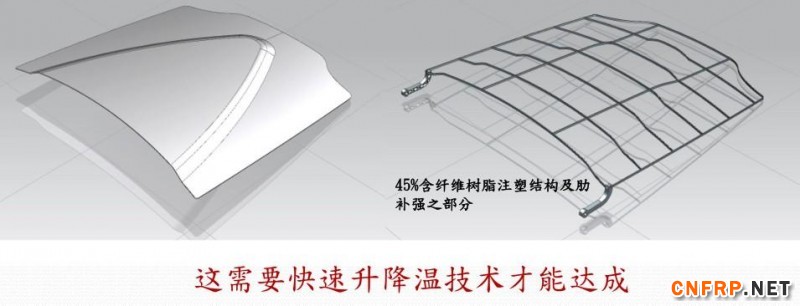
快速升降温技术,在引擎盖、门板、行李箱、保险杆、座椅、内饰件、底盘、车身结构件之热塑复材轻量化应用上,具有非常灵活强大之技术应用优势。
更多信息请关注复合材料信息网www.cnfrp.com