
 English
English 简体中文
简体中文

































*1 加热后,树脂会变软,容易与碳纤维分离,因此CFRTP还具有容易回收再利用的特点。
答案是工序减少,可以降低生产成本。
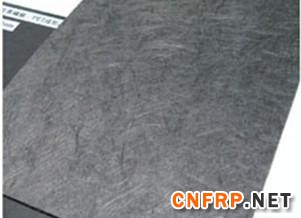
采用抄纸技术之后可以获得的优点是,与以往的预浸材工艺相比,工序减少,便于降低生产成本。图1是采用基于抄纸技术的新工艺生产的预浸材。这种预浸材由碳纤维与热可塑性树脂纤维(以下称树脂纤维)缠绕交错形成无纺布状,外观及手感都与毛毡布料极为相似。图1为王子控股开发的预浸材,图2为阿波制纸的预浸材。两家公司均打算利用造纸企业的核心技术——抄纸技术,来涉足作为轻量化材料备受期待的CFRP领域。
使两种纤维均匀地分散在溶液中
两公司开发的预浸材均为使用短纤维的类型*2。王子控股的预浸材由长12~13mm的碳纤维和树脂纤维组成。主要树脂材料为聚酯酰亚胺(PEI)、聚碳酸酯(PC)、聚丙烯(PP)、聚酰胺(PA)6。而阿波制纸的预浸材使用6mm长的碳纤维和树脂纤维。据该公司介绍,虽然树脂材料使用PP开发而成,但也可以使用PC或PA来制造。
*2 热硬化性树脂预浸材大多使用连续纤维(长纤维)。一般来说,虽然强度高于短纤维预浸材,但复杂形状成型性能较差。
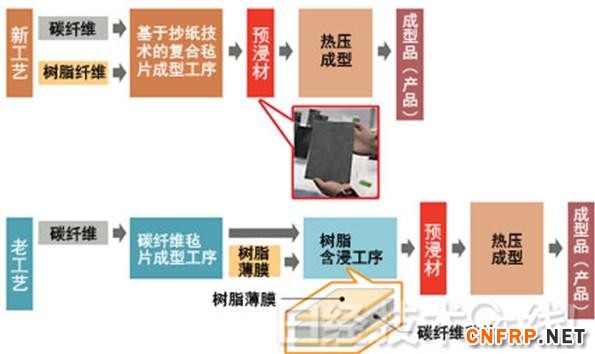
图2 预浸材工艺对比
上为新工艺,下为老工艺。新工艺只需一道成型工序即可制造出预浸材,而老工艺需要成型和含浸两道工序。照片中的预浸材为阿波制纸开发的产品。
新工艺的大特点是只需将碳纤维和树脂纤维成型为无纺布(复合毡片)这一道工序,就能制成预浸材(图2)。而以往的工艺是先将碳纤维均匀地分散在剥离纸或者网格中,再喷上粘合剂,使其成型为碳纤维毡片。然后再用树脂薄膜从两面夹住该碳纤维毡片,通过让树脂渗入碳纤维的空隙中(含浸),来获得预浸材。也就是说,需要成型工序与含浸两道工序。
如上所述,新工艺比老工艺少一道工序。由于各工序的内容不同,因此很难单纯进行比较,但工序减半之后,生产成本有望降低*3。
*3 但王子控股和阿波制纸都未透露新工艺具体能使生产成本降低多少。
新工艺的成型工序采用的是“湿式抄纸技术”。先,将碳纤维和树脂纤维放入溶液中。然后一边加入起粘合作用的粘合剂等一边搅拌,使两种纤维均匀分散在溶液中。后再对其抄制除去水分,这样便可形成碳纤维和树脂纤维均匀缠绕交错的预浸材(图3)。
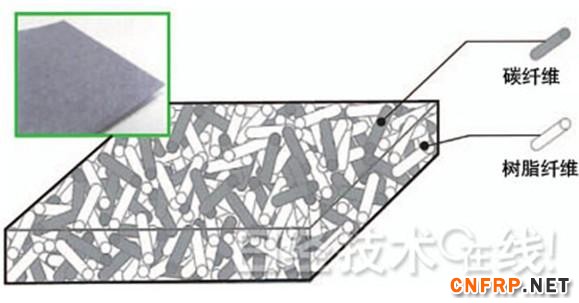
图3 新型预浸材构造示意图
在碳纤维与树脂纤维交错缠绕状态下成型。从该图来看,两种纤维好像呈直线,但实际上是在弯曲状态下缠绕在一起的。将两种纤维均匀地分散在溶液中之后,采用除去水分的湿式抄纸技术,实现了这样的均匀性。
还能成型1mm以下的薄型壳体
虽然CFRP已在飞机等部分领域实现实用化,但还谈不上广泛普及。要实现普及,能否被量产汽车采用将起到关键作用。虽然希望车辆实现轻量化的汽车行业对CFRP十分关注,但这种材料存在的课题是成本高。现行CFRP预浸材“每公斤高达5000~6000日元”(阿波制纸)。而汽车行业则要求每公斤至少降至2000~3000日元以下。供应方的成本与需求方的要求存在很大差距,所以供应方打算通过降低生产成本来消除这种差距。王子控股和阿波制纸的开发目的也在于此。
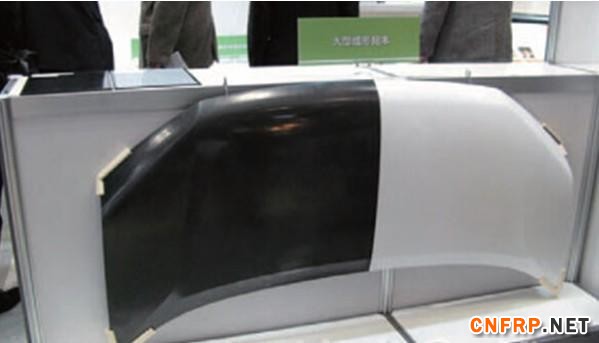
图4 汽车前发动机罩样品
树脂纤维使用了PEI。在保持强度的同时,使重量比钢制产品减轻了75%。
新型预浸材可通过放入模具后进行热压来成型。树脂会在模具内融化,并在包围碳纤维的状态下硬化。除了CFRP的优点——重量轻、强度高之外,还因为采用了短纤维而具备成型自由度高的特点。

图5 带有肋或毂的壳体样品
由于使用较短的碳纤维,因此可在不破坏复杂形状的情况下成型?

图6 智能手机壳样品
厚度仅为0.5mm。射出成型工艺无法实现如此薄的厚度。
图4是前发动机罩样品。强度与钢制产品相同,重量却减轻到了1/4。因成型性能出色,还可以在不影响强度的情况下轻松制造带有肋或毂的壳体(图5)。图6为智能手机壳样品。厚度仅为0.5mm。
虽然厚度如此之薄,但却不易摔裂或破碎。王子控股充满自信地表示,“这是射出成型技术无法实现的成型品”。
更多信息请关注复合材料信息网http://www.cnfrp.com