
美国3DSystems公司开发出了利用3D打印机使树脂部件成型实现自动化的概念生产线"Figure4",并在9月12~17日举办的美国机床展“IMTS2016”(芝加哥国际机械制造技术展览会)上展出。该生产线能够混流生产8种树脂部件。可通过无人化降低成本。
在会场上,3DSystems现场演示了USB外壳、助听器及耳机等的耳塞部分、歧管、管状部件等的成型过程。
概念生产线为模块型结构。也就是说,各工序采用模块化设计。该概念生产线由3个模块工序构成:(1)打印工序、(2)清洗工序、(3)硬化工序。
(1)打印工序采用光造型(SLA)技术,使用的材料是紫外光固化树脂。具体操作时,将液体状的紫外光固化树脂注入树脂槽,向树脂液表面照射紫外线激光。这样,紫外线激光照射之处的树脂液就会固化,成为树脂部件的一部分(薄层)。另外,固化的部分会贴附在平板上。
照射一次紫外线激光可得到厚度为10~30μm的固化层。层固化后,支撑树脂成型体底部的网状金属平板就会抬升与固化高度相当的10~30μm(注:树脂成型体是向下堆积的),接着再向树脂液的表面部分照射紫外线激光,制造第二层固化层。通过如此反复照射紫外线激光,直至固化层堆积至所需高度。堆积完成后,具有所需部件形状的树脂成型体便完成了。
在完成成型后,由安装在天花板上的机器人将各平板上的树脂成型体从树脂槽中逐一提起,放到置物台上。
该打印工序设有8个树脂槽,可用各个树脂槽成型不同的树脂部件。也就是说,基本可同时混流生产8种树脂部件。
接着进入清洗工序。该工序有4个清洗槽,每个清洗槽的尺寸都够清洗2个树脂成型体。由小型垂直多关节机器人从置物台抓起各平板上的树脂成型体,从个清洗槽到第四个清洗槽依次浸入。由此来去除树脂成型体上附着的多余树脂液。
完成清洗后,转入硬化工序。这是向树脂成型体再次照射紫外线激光,提高硬度及强度的工序。垂直多关节机器人将各平板上清洗后的成型体抓起,放入“紫外线烘箱”(3DSystems公司的产品)中照射紫外线激光。经此工序调整硬度及强度后,树脂部件就终完成了。
整个流程的加工很快,有的产品只需要10~30分钟。此外,由于不需要模具,因此该概念生产线适用于多品种少量生产及大规模定制。
更多信息请关注复材网www.cnfrp.com
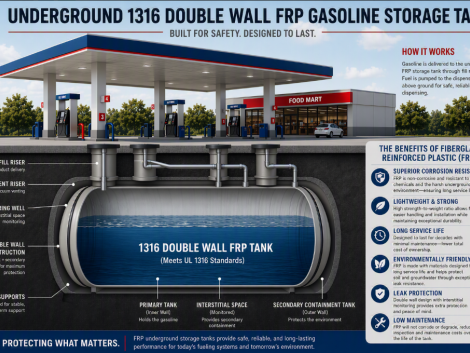
- 专用热固性树脂助力复合材料储罐及工业基础设施制造
0评论2026-07-08

- 恒神股份与华昌公司当面交流 共探高端基体树脂深度合作
0评论2026-07-07
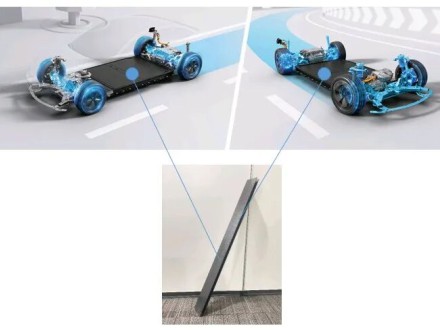
- AOC力联思特种树脂×拉挤工艺助力新能源汽车结构改进
0评论2026-06-25

- 惠柏新材:环氧树脂具备机器人应用能力,已应用于机器人手臂
0评论2026-06-23

- 【方鑫树脂】・光缆加强芯树脂
0评论2026-05-27

- PCCL、Isovolta凭借维特里默树脂预浸料斩获2026施泰尔马克创新奖
0评论2026-05-07

- 为期两年的项目,探讨玄武岩纤维和生物树脂作为造船替代方案的可行性
0评论2026-05-06
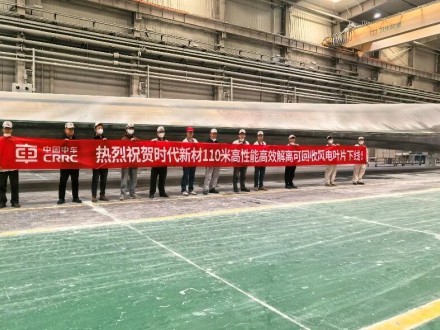
- 上纬新材与时代新材合作使用EzCiclo可回收树脂、可回收结构胶110m叶片成功下线
0评论2026-05-06
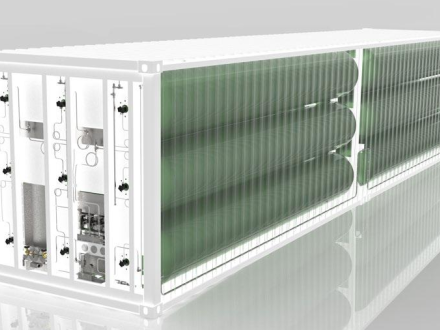
- 南通星辰配套树脂材料的大容积玻纤Ⅳ型瓶及储氢管束集装箱系统正式发布
0评论2026-04-30

- 榆能年产25万吨环氧树脂项目正式签约,将迈入实质性建设阶段!
0评论2026-04-14