
 English
English 简体中文
简体中文
































由南京航空航天大学校长单忠德院士带领的团队,对连续玻璃纤维增强PEEK复合材料(CGFRPC)的增材制造工艺、机械性能和电气性能进行了深入研究。为了获得高强度复合长丝,团队采用来自三英精密的高精度X射线三维显微镜,对各种牵引速度下制备的复合长丝进行无损扫描,对复合长丝的形态和微观结构进行了表征,研究了牵引速度对制备过程中复合长丝的形态和力学性能的影响。所获得的结果有望使CGFRPC的增材制造技术,满足于航空航天和电子设备制造领域所需的高强度条件,该期刊的影响因子高达9.62!
1. 方法
先在双螺杆挤出和浸渍设备上制备CGFRPC长丝。PEEK颗粒通过双螺杆挤出机塑化成熔融状态,然后进入并填充浸渍模具。同时,CGF丝束在牵引装置的牵引作用下进入具有弯曲流道的浸渍模具,经预热装置干燥后浸渍peek树脂。随后,CGFRPCs长丝通过出口模头被拉出,冷却后由卷绕装置收集。为了研究牵引速度对复合长丝的微观结构和力学性能的影响,以600Tex CGF为原料生产了6种不同牵引速度的复合长丝。以300Tex连续玻璃纤维为原料,以4.13 mm/s的牵引速度生产复合长丝,用于研究纤维尺寸对复合材料试样力学性能的影响。其中,制备的两种尺寸CGFRPC长丝的工艺参数见表1。
表1 300Tex和600Tex复合长丝的制备工艺参数


三英精密nanoVoxel-3000显微CT
2. 结果
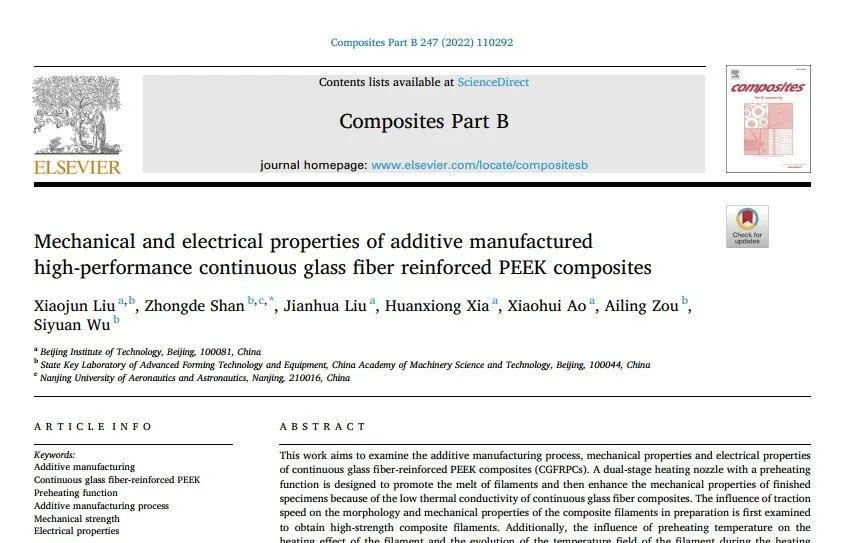
如图2复合长丝剖面图所示,牵引速度从11.25 mm/s降低到2.77 mm/s的过程中,长丝外轮廓的圆度越来越好。由于较高的牵引速度不利于复合材料在出口模头处的充分聚束,故以较高牵引速度形成的长丝通常具有不规则形状,例如扁平形状。而较低牵引速度形成的长丝的外轮廓虽然不是标准的圆形,但它们接近于出口模具内孔的形状。

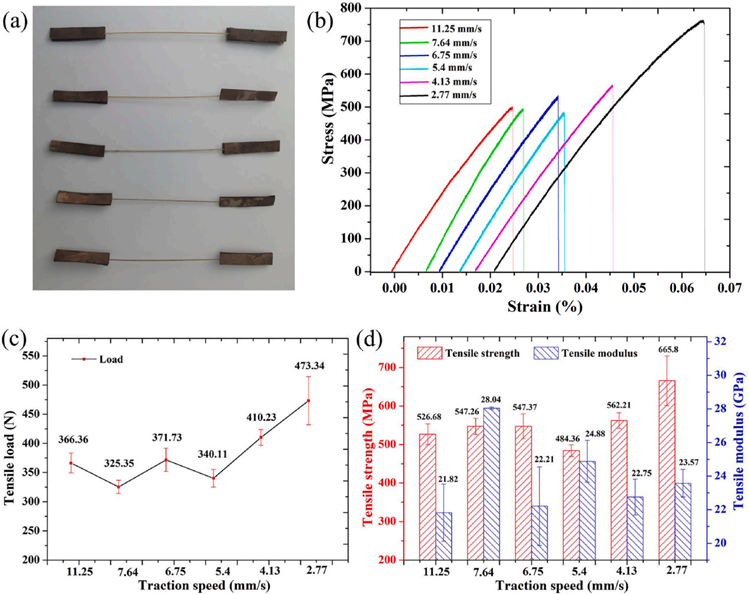
通过ImageJ 软件,计算出复合长丝在不同牵引速度下的物理参数(即纤维体积分数和孔隙率)如表2中所示。结果表明:纤维体积分数随着牵引速度的降低而减小,这是因为树脂对纤维的缓慢浸渍会导致长丝中的树脂增多。在这组实验中,纤维体积分数在32.19%~39.5%之间波动,小值和大值分别与4.13 mm/s和7.64 mm/s的长丝牵引速度相关。
表2 600Tex复合纤维在不同牵引速度下的物理参数
图3中展示了不同牵引速度下复合长丝内纤维、纤维/树脂复合材料和孔隙的三维分布情况,其中树脂/纤维复合材料和孔隙的分布图,取自复合长丝内部截取的长方体。
根据图3(a)可知,较高的牵引速度导致纤维在横截面上呈椭圆形分布,而在纵向截面上大多呈弯曲分布,从而在长丝内部产生一些孔隙。
当牵引速度降低到6.75 mm/s时(见图3(b)),纤维和树脂在长丝中的分布仍然不均匀,还可以检测到树脂集中区域和孔隙,长丝中处于弯曲状态的纤维数量在纵向截面中有所减少。尽管7.64 mm/s长丝中的纤维分布优于11.25 mm/s长丝中的纤维分布,但对于牵引速度低于7.64 mm/s的长丝,仍不能保证纤维分布地更均匀。
在牵引速度为4.13 mm/s时(见图3(c)),纤维在横截面上呈圆形分布,在纵向截面上呈较直分布,此时长丝内部未见孔隙。
