
 English
English 简体中文
简体中文
































在德国联邦经济事务和气候行动部(BMWK)资助的联合项目“OSFIT”(“一次性全集成热塑性框架”)中,成功证明可以用基于热塑性塑料的碳纤维增强塑料(CFRP)制造整体框架。这是飞机制造迈向循环经济的重要一步,因为这些塑料在固化后可以通过加热再次变形,更容易修复或回收。该项目与Premium Aerotec GmbH(奥格斯堡和诺登纳姆),汽车中心Südwestfalen GmbH(Attendorn),莱布尼茨复合材料研究所(IVW;Kaiserslautern)和Fraunhofer IGCV(奥格斯堡)负责使用胶带铺设和固结的框架的新型制造工艺。
此外,施塔德弗劳恩霍夫制造技术和先进材料研究所IFAM的自动化和生产技术专家在OSFIT子项目“机器人辅助的自适应在线垫片工艺”中开发了这种整体框架的自动化预装配工艺。他们的工作导致了虚拟间隙测量和机器人引导的间隙填充物(垫片)作为连接技术的自动3D打印应用的实现。为此,IVW开发了一种3D打印机。
来自施塔德弗劳恩霍夫IFAM的项目经理Leander Brieskorn解释说“虚拟间隙测量使我们能够在安装过程之前确定热塑性CFRP整体框架与飞机表皮之间的连接间隙。然后,间隙填充剂将由机器人施加到框架的连接表面上。这种预装配过程使用3D打印,通过这种工艺,可以组装整体框架,包括精确填充飞机表皮或机身的间隙”。在原型上验证这些自动化解决方案使项目得以成功完成。
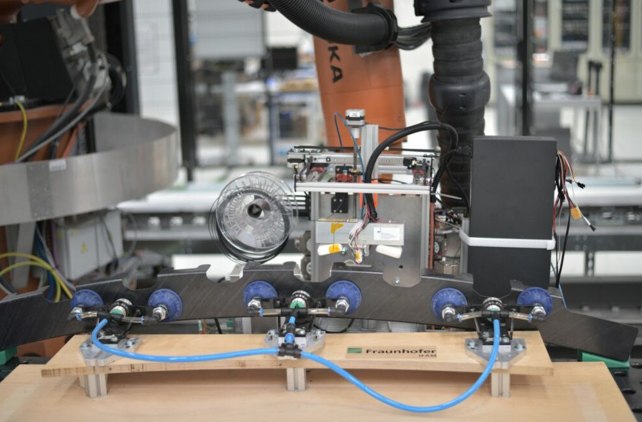
热塑性 CFRP 整体框架的预装配工艺:间隙测量步骤和间隙填充应用通常是飞机芯片组装中的手动和非常复杂的操作。新型热塑性框架具有相当大的潜力,因为通过重新熔化热塑性表面,可以更轻松,更快速地应用额外的加固元件(夹板)或间隙填料,以补偿装配过程中的公差。在这种情况下,在“OSFIT”项目中开发了自动化流程,以减少装配和连接步骤所需的时间和复杂性。除了框架的生产外,还必须几乎提前测量框架和机身外壳之间的间隙,并且在将组件安装在机身外壳上的终安装位置之前,在预装配站中自动应用间隙填充物。
解决方案:在虚拟测量之后,Fraunhofer IFAM新开发的机器人引导末端执行器使用项目合作伙伴IVW提供的3D打印机将间隙填充体积精确地直接应用于框架。随后,装有精确定制的垫片的整体框架可以无缝地组装到飞机机身外壳上。这已经在Stade的Fraunhofer IFAM上得到了成功证明。
虚拟间隙计算和自动化 3D 打印流程:作为“OSFIT”项目的一部分,施塔德的研究人员已经建立了一个演示器,可以更好地接近连接伙伴框架和机身外壳。根据飞机机身的实际连接情况,该演示器允许在真空吸盘和夹紧杆的帮助下定位和连接缩小的原型部件。它还可以通过激光跟踪仪测量连接表面。组件彼此相对定位,在连接过程中不会产生应力或不需要的力。组件的间隙值可以通过软件进行计算和可视化。然后将这些值发送到3D打印机。3D打印末端执行器随后将间隙填充体积施加到连接表面上,这些表面是框架脚。
已经可以通过机器人手臂将打印机移动到相应的框架脚上的方式夹紧框架。在打印头大致定位在夹紧脚下后,打印机参考并使用其自身的运动学应用所需的间隙体积。
与框架一样,间隙填充材料由纤维增强热塑性塑料制成,可以通过加热来重塑。因此,连接到末端执行器的红外灯允许印刷的熔化材料加入框架脚表面,同时产生所需的附着力。