
 English
English 简体中文
简体中文

































SiC/SiC 陶瓷基复合材料——航空发动机高温合金选替代材料
为了提高航空发动机的推重比和降低燃料消耗,根本的措施是提高发动机的涡轮进口温度。数据显示航空发动机涡轮前温度每提高100 度,在发动机尺寸不变的条件下,推重可以增加 10%。涡轮前温度与航空发动机热端部件材料的高允许工作温度直接相关。
50 至 60 年代,发动机热端部件材料主要是铸造高温合金,其使用温度为 800~900°C; 70 年代中期,定向凝固超合金开始推广,其使用温度提高到接近 1000°C;进入 80 年代以后,相继开发出了高温单晶合金、弥散强化超合金以及金属间化合物等,并且热障涂层技术得到了广泛的应用,使热端部件的使用温度提高到 1200~1300°C,已接近这类合金熔点的 80%。虽然通过各种冷却技术可进一步提高涡轮进口温度,但作为代价降低了热效率,增加了结构复杂性和制造难度,而且对小而薄型的热端部件难以进行冷却,因而再提高的潜力极其有限。
陶瓷基复合材料正是人们预计在 21 世纪中可替代高温合金的发动机热端结构选材料。
陶瓷材料的耐高温、低密度、高比强、高比模、抗氧化和抗烧蚀等优异性能,使其具有替代金属成为新一代高温结构材料的潜力。但陶瓷材料的脆性大和可靠性差等致命弱点阻碍了它的实用化。而连续纤维增强陶瓷基复合材料(CFRCMC, Continuous Fiber Reinforced Ceramic Matrix Composites,简称 CMC)弥补了陶瓷材料的短板。它基于陶瓷组分,采用高强度、高弹性纤维与成分相同或相近的陶瓷基体相互复合而成。由连续纤维补强增强陶瓷基体复合成材的混搭组合,类似于“钢筋+混凝土”的优势互补,连续的陶瓷纤维根据需要,可编织成二维或三维的“钢筋”骨架(即纤维预制体)、 “混凝土”则为骨架周围紧密填充的陶瓷基体材料“水泥”,形成“1+1>2”的效果,具备高比模、耐高温、抗烧蚀、抗粒子冲蚀、抗氧化和低密度的优势。它可以具有类似金属的断裂行为、对裂纹不敏感、没有灾难性损毁。连续纤维增强陶瓷基复合材料主要包括碳纤维增强碳化硅( C/SiC)和碳化硅纤维增强碳化硅( SiC/SiC)两种。由于 C/SiC 抗氧化性能较 SiC/SiC 差,国内外普遍认为,航空发动机热端部件终获得应用的是 SiC/SiC。
SiC/SiC 陶瓷基复合材料的性能特点
SiC/SiC 陶瓷基复合材料是指在 SiC 陶瓷基体中引入 SiC 纤维作为增强材料,形成以引入的 SiC 增强纤维为分散相,以 SiC 陶瓷基体为连续相的复合材料。
SiC/SiC 陶瓷基复合材料保留了 SiC 陶瓷耐高温、高强度、抗氧化、耐腐蚀、耐冲击的优点,同时兼具 SiC 纤维增强增韧作用,克服了 SiC 陶瓷断裂韧性低和抗外部冲击载荷性能差的先天缺陷。这种材料可以在 1316°C 的高温环境下保待其理化特性不退化。当 SiC/SiC 材料表面喷有热障涂层时,其高工作温度可继续增加至 1480°C。尽管现代商用发动机涡轮前温度可达 1650°C,额外的 170°C 温差仍需采用压气机引气冷却来弥补,但这一引气量相比使用传统高温合金材料的叶片已大为减少。据初步计算,采用耐温 1480°C 的 CMC 材料高压涡轮叶片可使发动机燃油消耗率降低 6%。同时,采用 CMC 材料制成的燃烧室高温衬垫所需的冷却气量也大幅减少,进而降低冷却空气同燃油掺混后不完全燃烧生成氮氧化物的机会,其氮氧化物的减排潜力可达 33%。
SiC/SiC 陶瓷基复合材料构件的应用趋势
SiC/SiC 陶瓷基复合材料在航空领域的应用主要包括发动机燃烧室内衬、燃烧室筒、喷口导流叶片、机翼前缘、涡轮叶片和涡轮罩环等部位。
国外在碳化硅陶瓷基复合材料构件的研究与应用方面,基于先易后难(先静止件后转动件,从低温到高温)的发展思路,先发展中温和中等载荷的静止件,例如尾喷管调节片/密封片和内椎体等;再发展高温、中等载荷静止件,例如火焰筒、火焰稳定器及涡轮外环、导向叶片。更高载荷的静止件或转动件,例如涡轮转子和涡轮叶片还处于探索阶段。

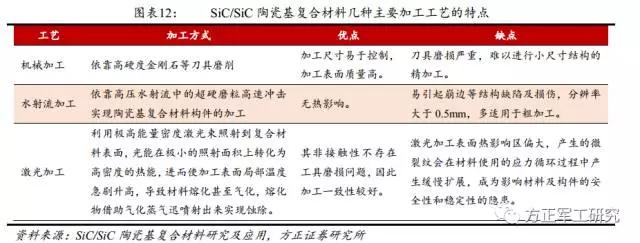
SiC/SiC 陶瓷基复合材料加工工艺
由于 SiC/SiC 陶瓷基复合材料的硬度大,特别是材料由基体、纤维等多部分构成,具有明显的各向异性,加工后 SiC/SiC 陶瓷基复合材料的表面形貌、尺寸精度和位置精度等对构件的安全性、可靠性和使用寿命等都有重要影响,已成为制约 SiC/SiC 陶瓷基复合材料构件工程化应用的主要瓶颈之一。
SiC/SiC 陶瓷基复合材料的加工主要包括切边、钻孔、三维成型和微槽成型等内容。加工工艺主要包括机械加工、水射流加工、激光加工 3 类。
国内 SiC 陶瓷基复合材料构件研制情况
我国从 20 世纪 80 年代开始,就有张立同院士领导的西北工业大学研发团队,以及中航工业复材中心、航天材料及工艺研究所、国防科大、中科院硅酸盐研究所等单位先后跟踪国际前沿启动研发工作。“硅陶瓷基复合材料”课题被列入总装“九五”预研计划,要求该课题在“九五”期间完成制备工艺研究,并对 CMC-SiC 的模拟件在发动机试验台上考核,结果仅用 5 年时间就实现了由制造工艺研究到构件考核的跨越。
目前国内已经突破第二代 SiC 纤维和 SiC/SiC 复合材料研制关键技术,具备了构件研制和小批量生产能力,但在工程产业化方面与西方发达尚存在明显差距。根据西北工业大学张立同院士 2003 年 1 月发表在《航空制造技术》上的《新型碳化硅陶瓷基复合材料的研究进展》, “我国高推重比航空发动机的研制对陶瓷基复合材料也提出了需求,CMC-SiC 燃烧室浮壁模拟件和尾喷管调节片构件已分别在发动机试验台和发动机上成功地进行了初步验证。 ”; “西北工业大学超高温复合材料实验室经过近 7 年的努力,自行研制成功拥有自主知识产权的 CVI 法制备CMC-SiC 的工艺及其设备体系, CVI-CMC-SiC 的整体研究水平已跻身国际先进行列。 ”; “目前已成功研制了 20 余种 160 余件 CVI-CMC-SiC 构件,其中液体火箭发动机全尺寸 C/SiC 喷管通过了高空台试车, CMC-SiC 浮壁瓦片模拟件和调节片分别通过了航空发动机环境的短时间考核, C/SiC 固体火箭发动机导流管通过了无控飞行考核。 ”由此可见早在十余年前我国碳化硅陶瓷基复合材料的工程化研制工作就已取得较大进展。
根据 2006 年 10 月西工大张立同院士及厦门大学陈立富教授联合署名发表的《高性能碳化硅陶瓷纤维现状、发展趋势与对策》, “我国已打破国际封锁,自主攻克了碳化硅陶瓷基复合材料构件批量制造技术,但是由于缺少高性能 SiC 纤维,目前只能用碳纤维代替。但是碳纤维耐氧化性差,严重限制了 SiC/SiC 在高温长时热力氧化环境中的应用,不能满足航空发动机热结构部件的要求。 ”由此可见, 十年前我国 SiC 纤维的研制工作尚无法满足下游结构件的发展需要。
SiC 陶瓷基复合材料在我国航空航天发动机领域的应用前景
根据《航天报》 2014 年 5 月的报道,航天科技集团公司六院 11 所研制生产的陶瓷基复合材料喷管次参加地面试车,顺利通过了发动机方案验证。
根据商用航空发动机公司研究员 2014 年发表在《航空制造技术》的《商用航空发动机陶瓷基复合材料部件的研发应用及展望》,我国商用航空发动机处在追赶先进的研制阶段,不远的将来,也将推出装配具有自主知识产权 CMC 部件的国产长江系列商用航空发动机。