
 English
English 简体中文
简体中文
































“现在,量产车的车身主要使用钢材,使用铝合金和CFRP(碳纤维增强树脂基复合材料)的只有高档车。但在今后,我们也会考虑推进量产车的多材料化。”
在日本政府的轻量化材料开发项目“新结构材料技术研究联盟(ISMA)”2016年1月下旬于东京召开的讨论会上,本田技术研究所高级研究员东雄一这样说道。
东雄一所说的“车身多材料化”,是再制造汽车车身时,“适材适所”的区分使用高张力钢板、铝合金和CFRP等材料。这种打破高档车局限、向量产车推广异种材料车身的动态,正在日本的汽车企业中如火如荼地展开。
减重100kg可使CO2减排14g
这样做是为了应对在都愈发严格的燃效规定(CO2排放规定)。以严格的欧洲为例,到2021年,乘用车的CO2平均排放量必须从2015年的130g/km,降到95g/km。到2025年还可能要求降低到68~78g/km。将日本的燃效规定换算成二氧化碳排放量,2015年度为136g/km,2020年度将降到114g/km。
在美国,2017年款乘用车的CO2平均排放量为132g/km,2025年款要降到89g/km。同样如此,要到2020年降到116g/km,2025年降到93g/km,2030年降到74g/km。
对于这样严格的规定,单靠提高发动机的热效率很难达标。近的汽车因为扩充安全装备等原因,重量不断增加。减轻车身重量会为达标作出巨大的贡献。
大众(VW)等欧洲汽车企业试制的“超轻型汽车”的车身以该公司的第5代“高尔夫”为原型。在原型车的基础上大幅减少高张力钢板的使用比例,大量使用铝合金。而且通过为车顶采用比重比铝合金还小的镁合金、在后方地板使用CFRP等,大限度减轻了车身重量。
因此,该车的车身重量为180kg,大约比原型车轻100kg(图1)。日本国土交通省的估算显示,汽车重量每减轻100kg,大约可减排二氧化碳14g。
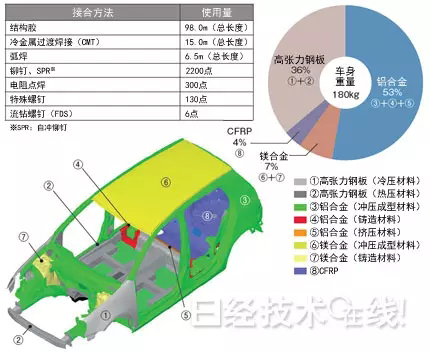
图1:由异种材料构成的车身
大众公司等欧洲厂商正在研究的“超轻型汽车”的车身。以第5代高尔夫为原型,重量为180kg,比过去减轻了约100kg。
※该图为《日经汽车》根据“LightweightVehicleStructureConference”的发布资料制作
此前日本汽车企业主要是在“充分利用钢材”的战略下推进车身的轻量化。但是,只是充分利用钢材的减重效果已接近极限。
开发异种材料车身的神户制钢所预测,“从燃效规定变得严格的2020年款开始,区分使用高张力钢板、铝合金、CFRP的车身将开始应用于量产车。2025年款以后的车辆将以使用铝合金和CFRP为主,高张力钢板的使用量将大幅减少”。
使用现有设备接合异种材料
为了将异种材料车身应用于量产车,采用的接合技术必须尽可能降低初期投资。日本的汽车企业已经启动了2020年款汽车的开发。各公司追求的是无需大幅改变现行生产设备即可使用的技术。
以被2020年款及后续车辆采用为目标,向汽车企业提供异种材料接合方案的神户制钢(焊接事业部门技术中心专业部长兼担当部长铃木励一)表示:“必须全面更换现行设备的接合技术很难被日本汽车企业接受。”
为此,该公司正在开发“金属钉电阻焊法”。其特点是,使用铁制金属钉(类似铆钉的耗材)对高张力钢板与铝合金进行电阻焊(图2)。
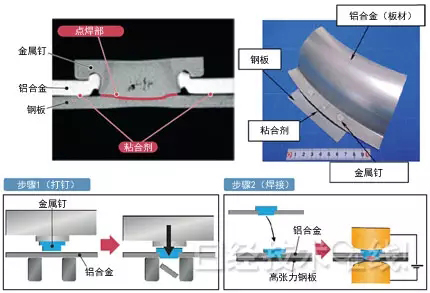
图2:神户制钢正在开发的接合方法
将铁制金属钉(铆钉)打入铝合金,金属钉与钢板使用通常的点焊机接合。
具体焊接方法分为两步。先使用冲压机,将金属钉打入铝合金。然后使用电阻电焊机,将打入铝合金的金属钉与高张力钢板焊接在一起。
因为焊接的对象是铁制金属钉与高张力钢板,所以可以使用通常的钢板用点焊机。而且,金属钉与铝合金之间为机械接合,还有望提高接合部的强度。
神户制钢认为这种接合方法可以应用于量产车的车身骨架等。但是,将金属钉打入铝合金需要相应的设备,为此,铃木表示,“现在的课题是要让汽车企业在生产工序中增加这种设备”。
该公司还在开发适用于铝合金和高张力钢板的激光焊接法和MIG(金属惰性气体)焊接法。其特点是,使用新开发的以铝合金为主要成分、添加了助焊剂的焊丝,可以使用通常用来焊接铝合金的激光焊接机和MIG焊接机。可用于高张力钢板制造的车顶纵梁与铝合金制造的车顶的线接合等(图3)。
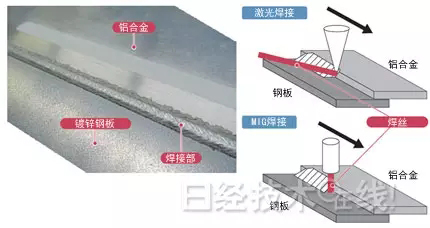
图3:使用焊丝接合铝合金和钢板的方法
使用主要成分为铝合金的焊丝。可以使用用来焊接铝合金的激光焊接机和MIG焊接机。
欧洲企业大多采用机械接合
不同于采用焊接和搅拌摩擦焊等方式直接接合异种材料的日本企业,领跑多材料化的欧洲企业大多采用的是机械接合方法和粘合剂。开篇介绍的超轻型汽车的车身大量采用“自冲铆钉(SPR)”、“流钻螺钉(FDS)”等机械接合方法和粘合剂,对点焊、弧焊、“冷金属过渡(CMT)焊接”等技术的应用很少。现在的欧洲车也沿袭了这一思路。
戴姆勒的“梅赛德斯·奔驰C级”采用了SPR、FDS、TOX铆接和“ImpAcT(ImpulseAcceleratedTacking)铆接”4种机械接合方法来接合铝合金和钢板。奥迪的跑车“R8”也大量采用SPR、FDS、螺旋夹和粘合剂等方法来接合铝合金和钢板。欧洲车的异种材料车身目前是以SPR、FDS、粘合剂等接合方法为主(图8,图9)。
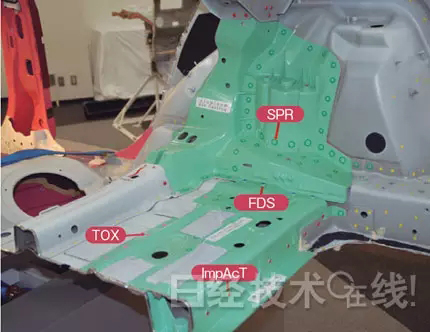
图8:奔驰C级的接合方法
使用SPR、FDS、TOX和ImpAcT等4种机械方法接合铝合金(绿)和钢板。

图9:奥迪R8的接合方法
使用SPR、FDS、螺旋夹和粘合剂等方法接合铝合金板材和钢板。
在这些接合方法中,TOX的原理是用冲头和凹模夹住铝合金和钢板进行加压,使冲头一侧的铝合金挤入钢板,实现机械接合。是德国TOXPRESSOTECHNIK公司开发的技术。
SPR的原理是使嵌有铆钉的工具挤压并贯穿铝合金,但不穿透钢板,将二者接合在一起。铆钉的尖端在贯穿铝合金时会张开,提高了接合部的强度。因为不需要预钻孔,所以还具有作业效率高的优点(图10)。
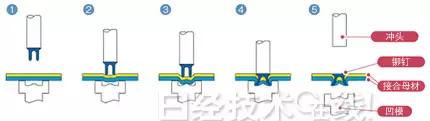
图10:SPR的原理
使用嵌有铆钉的工具挤压并贯穿铝合金,但不穿透钢板,将二者接合在一起。接合材料无需设置预钻孔。
使用螺钉的FDS是从一侧接合铝合金和钢板时使用的技术。奔驰C级在钢板上设置了预钻孔,通过将螺钉高速旋转插入预钻孔,在钢板上形成螺钉,与铝合金铸件的凸缘接合。因为在螺钉旋转产生的摩擦热的作用下,接合部会发生膨胀并在冷却后收缩,所以还能弥补接合部的强度(图11)。
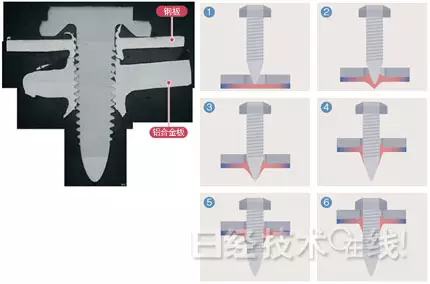
图11:FDS的原理
使螺钉高速旋转并插入板材上的预钻孔,在板材上形成螺钉后进行接合。
ImpAcT是通过高速打入在圆周方向上设有沟槽的“钉子”,以此接合铝合金和钢板的技术。由戴姆勒与德国博尔豪夫公司(Bollhoff)合作开发。奔驰C级在接合后部地板的钢板横梁和铝合金构件时使用了这项技术。因为是从一侧打入钉子,所以背面无需设置治具,也不需要预钻孔。
以低成本技术挑战欧洲企业
欧洲的汽车企业在生产异种材料车身时大量采用机械接合方法,是为了“优先采用现在可以使用的技术”。除了ImpAcT等部分技术,奔驰C级和奥迪R8采用的接合技术并不是新技术。而且,C级和R8属于高档车,为改变车身的材料结构而调整生产工序时受到的阻力比较小。而日本汽车企业想要将异种材料车身应用于量产车,注重的是使现行生产线的变更控制在小幅度。原因有几个方面:(1)希望在同一条生产线上混流生产以钢板为主的传统车身和异种材料车身;(2)希望除了日本的工厂之外,还能向新兴市场等性生产基地推广。在这一前提下,如果为改变车身的材料结构而在范围内更换设备,需要庞大的初期投资。而且,机械接合方法需要大量的特殊铆钉等,还有可能增加运行成本。日本汽车企业的技术人员中也有人表示,“不想‘尾随’欧洲汽车企业采用一样的接合技术,要开发可以应用于量产车、超越欧洲的技术”。日本的汽车企业将以成本低廉、适用于化生产体制的接合技术为武器,向欧洲企业发起挑战。
不用熔化就能接合
“Demio、Axela、Atenza等量产车的车身还是以钢板为主流,但是,为了达到2020年以后各地的燃效规定,我们也在考虑为这些车辆使用铝合金和CFRP”,马自达技术研究所革新研究创成部门的主管研究员杉本幸弘这样说道。该公司正在研究利用“搅拌摩擦焊(FSW)”对铝合金和CFRP进行点接合的方法。这项研究也是ISMA开展的焊接技术研究项目的一项内容。该公司的焊接方法是使尖端突起的圆柱状工具(搅拌头)转动并大力按压,对异种材料进行点接合,这种方法也叫“搅拌摩擦点焊”(Friction Stir Spot Welding,FSSW)。在焊接铝合金与CFRP时,工具转动产生的摩擦热会使CFRP的母材(树脂)局部熔化,与铝合金连接在一起(图4)。
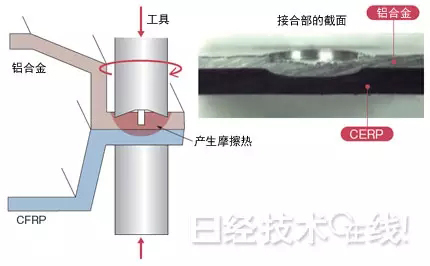
图4:马自达正在开发的接合铝合金和CFRP的方法
与接合铝合金和钢板一样,使用搅拌摩擦焊来接合铝合金和CFRP。可应用于PP和PA等树脂。
通过优化搅拌头的直径、按压载荷和转速,控制接合界面的温度,这种方法可以应用于母材使用“PP(聚丙烯)”、“PA(聚酰胺)6”等热可塑性树脂的CFRP与铝合金的接合。搅拌头的材料可以使用通常的合金工具钢。
据马自达介绍,作为CFRP的母材,树脂的官能团有助于接合。树脂中的酰胺基(-C=ONH-)和羧基(-COOH)等官能团具有极性(分子中存在的电的偏向性)。杉本解释说:“具有极性的官能团与铝合金表面的氧化物之间产生的库仑力,有助于铝合金与CFRP的接合。”
这种方法适用于含有酰胺基的PA6,但PP没有官能团,不能直接利用搅拌摩擦焊接合。为此,马自达对PP进行表面处理,通过添加羧基,实现了与铝合金的接合。接合部位的拉伸剪切强度高于铝合金之间点焊的强度。
这是马自达以焊接铝合金和钢板的搅拌摩擦焊技术为基础,以全面推广为目标开发的技术。该公司在上一代“Roadster”中,就将搅拌摩擦焊用于铝合金制造的行李舱盖和钢板制造的螺栓保持器之间的点接合(图5)。
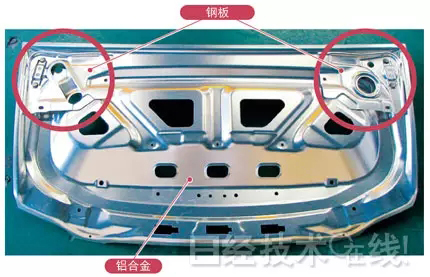
图5:上一代Roadster的行李舱盖
使用搅拌摩擦焊接合铝合金制造的行李舱盖和钢板制造的螺栓保持器。
具体方法是,先用固定销从上下夹住准备接合的部分。然后对铝合金一侧的固定销加压并使其转动,利用产生的摩擦热与钢板接合(图6)。因为与焊接不同,接合面没有熔化,而是形成了金属键,所以不会产生导致接合强度降低、质地疏松的金属间化合物。前面已经提到,通过改进技术,马自达还准备利用这种方法来接合CFRP和铝合金。

图6:接合铝合金和钢板的装置
对于在RX-8的后门和发动机罩采用的铝合金接合用搅拌摩擦焊进行改进,使其能够用来接合铝合金和钢板。
使用搅拌摩擦焊对异种材料进行点接合,1个焊点只需几秒钟的时间,与通常的点焊相同。而且,搅拌摩擦焊只消耗带动搅拌头转动的电力,不像点焊那样需要大电流、冷却水和压缩空气。使用的能源可比钢板用点焊减少约20%。
而且初期无需投资购买大规模电源设备和昂贵的焊接设备,成本基本可以控制在与钢板用点焊相同的程度。因此,马自达认为搅拌摩擦焊会成为能够替代点焊的技术。
搅拌摩擦焊不仅可以应用于点接合,还可以应用于线接合。本田开发出了利用搅拌摩擦焊对铝合金与钢板进行线接合的技术,用来为北美版“雅阁”等车辆制造车身骨架部件——前副车架。接合的原理与点接合基本相同,区别在于工具(搅拌头)在转动的同时还要移动位置。通过采用铝合金与钢板的混合结构,与以往使用钢板制造的副车架相比,重量减轻了约25%(图7)。随着应用材料的增加,搅拌摩擦焊也可能会在线接合中体现出优势。

图7:雅阁的副车架
使用搅拌摩擦焊接合方法,接合铝合金铸件部件和钢制部件。副车架重量比过去减轻了25%。
更多信息请关注复材网www.cnfrp.com