
 English
English 简体中文
简体中文

































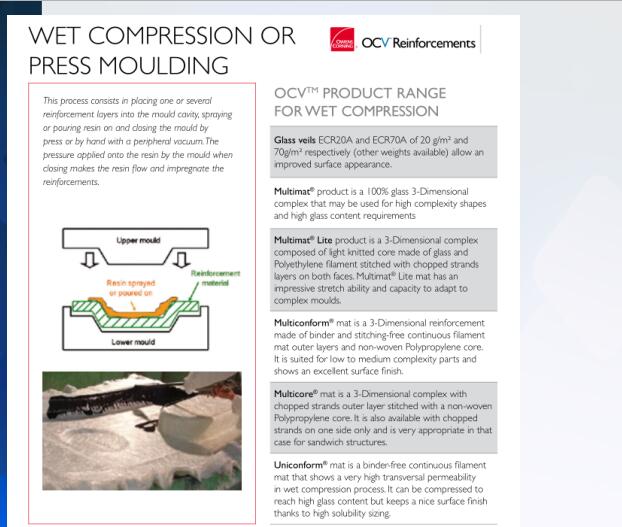
WCM基本原理
维基媒体解说
有别于普通RTM的树脂注入
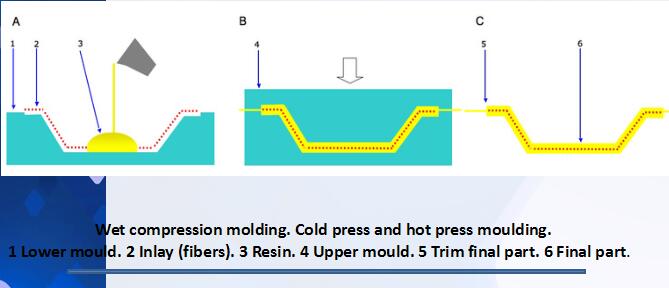
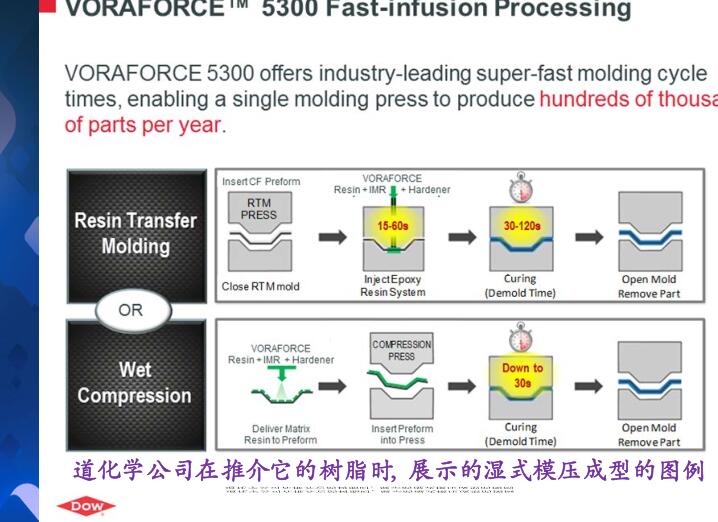
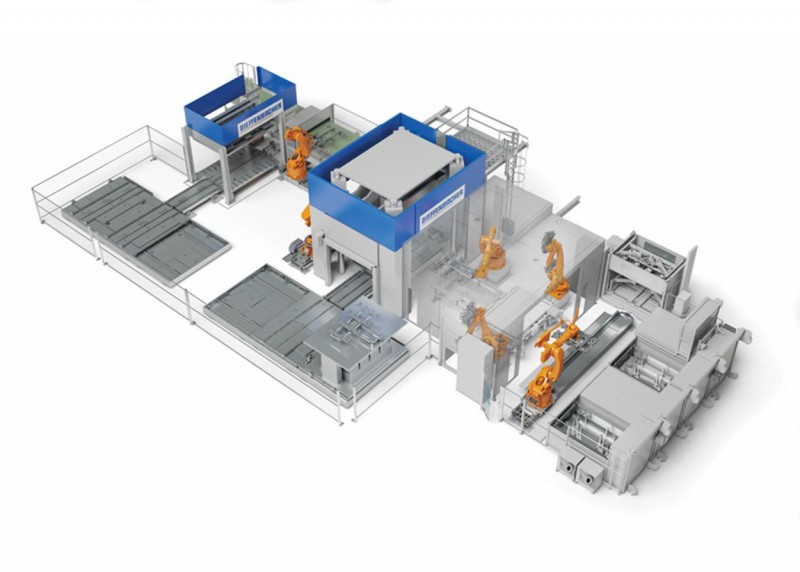
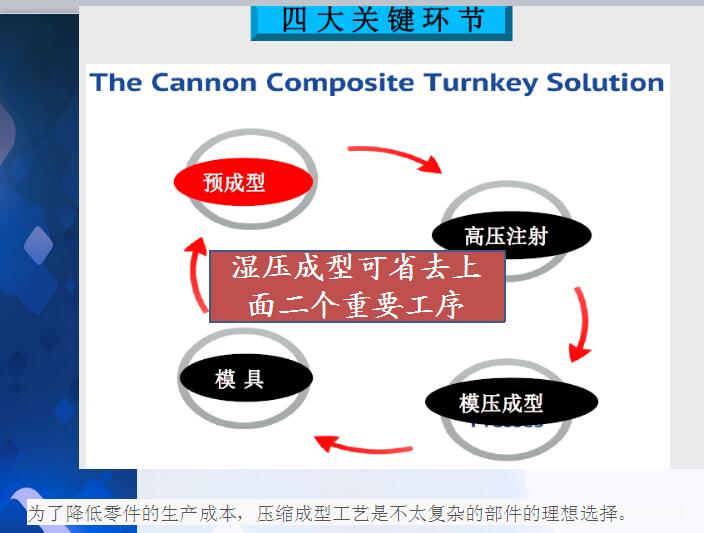
KraussMaffei介绍的湿式模压成型工艺流程图
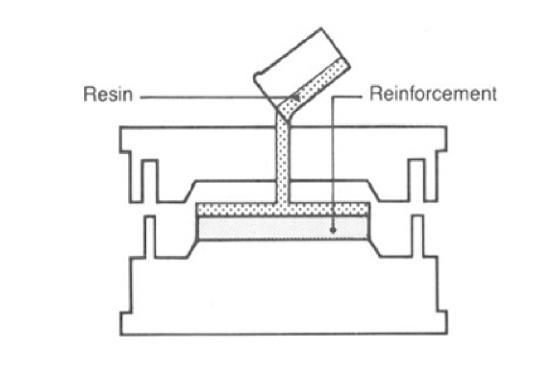
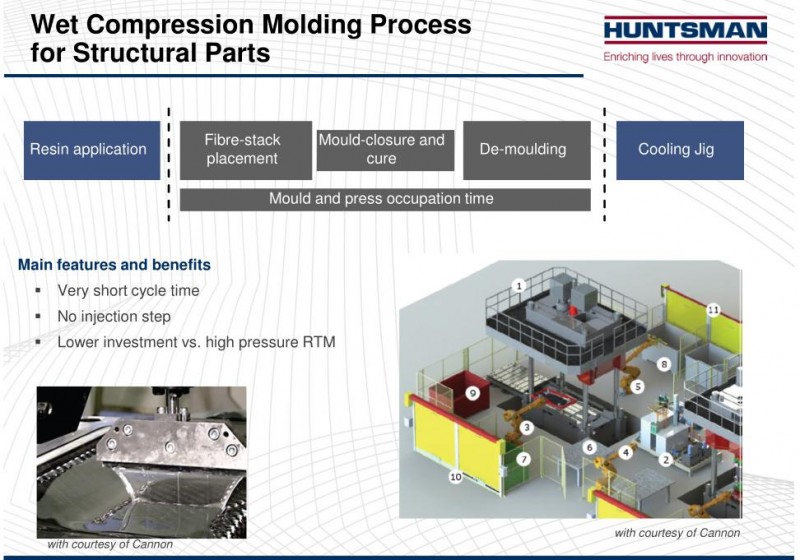
亨司迈公司注释结构件湿式模压成型工艺流程

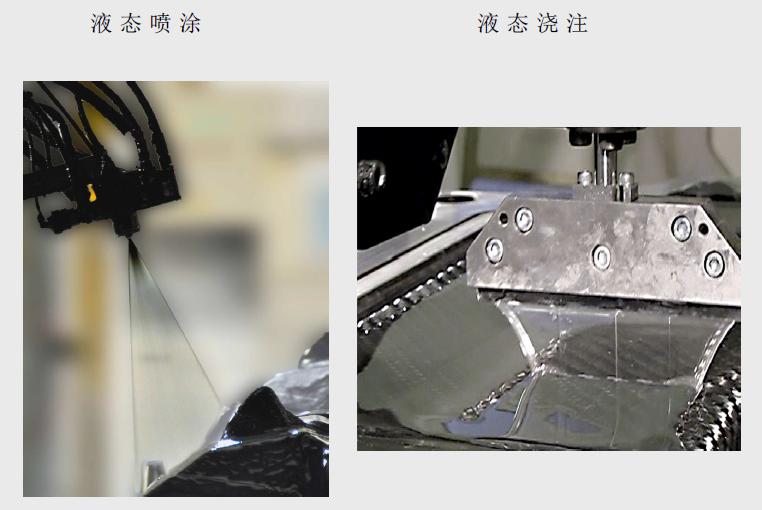
树脂浸渍淋涂织物的方式
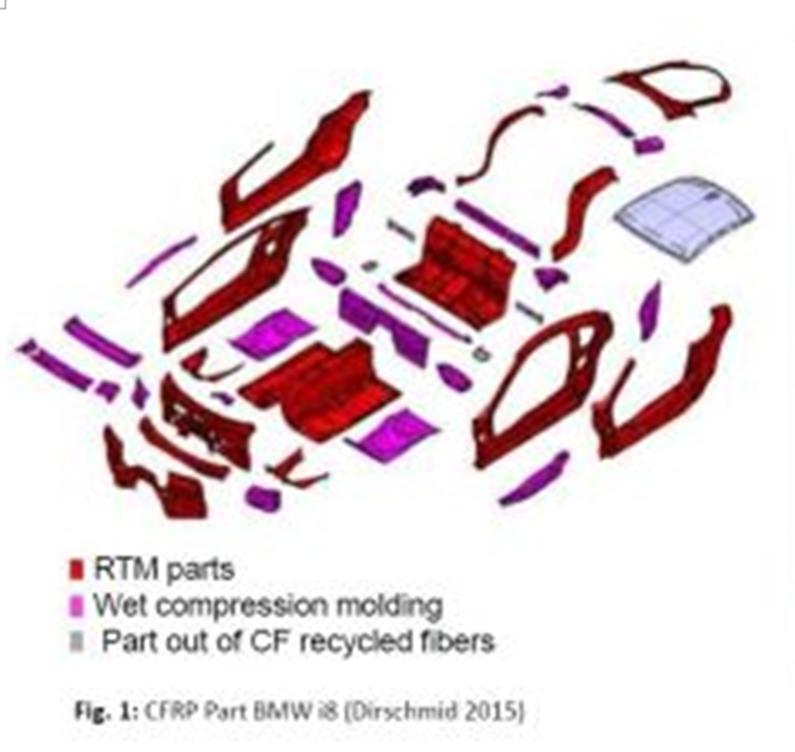
2015版的BMW i8已采用湿式模压的零部件
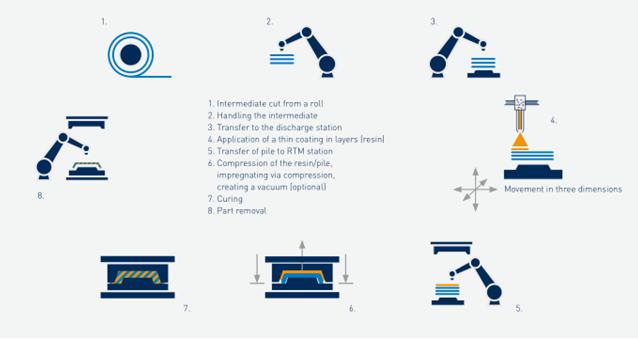
WCM湿式模压主要设备
迪芬巴赫为BMWi7建造的净形的预成型体机


迪芬巴赫为BMWi7建造的5条湿式模压生产线
克劳斯玛菲为韩国客户提供的通用型湿压机

德国 IKV 实验室展示的用于湿式模压的压机和相应的模具

Cannon(美国)公司的湿式模压生产单元

WCM与PH-RTM方法对比
同样的环氧树脂系统
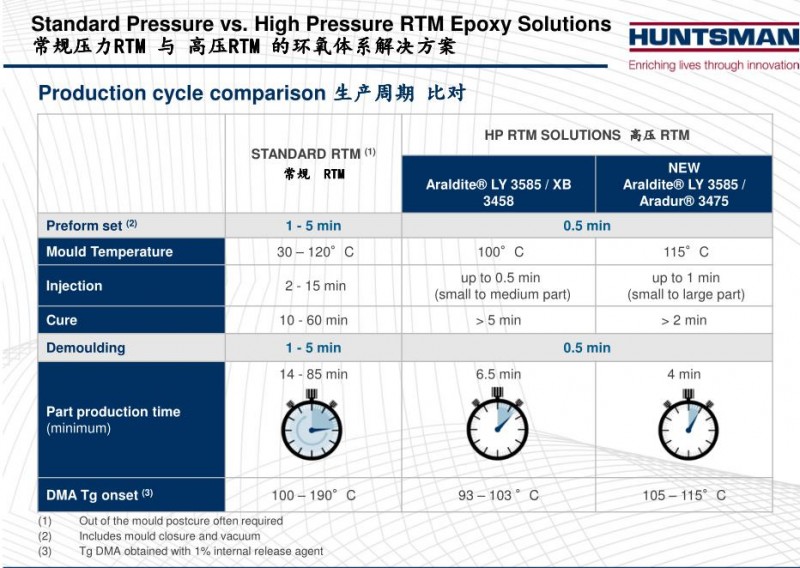
HP-RTM与湿式模压成型工艺的对照表
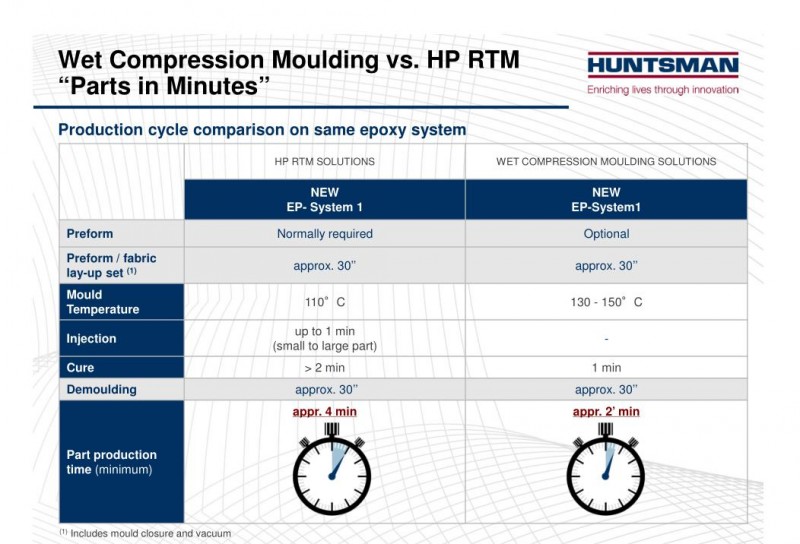
预成型体
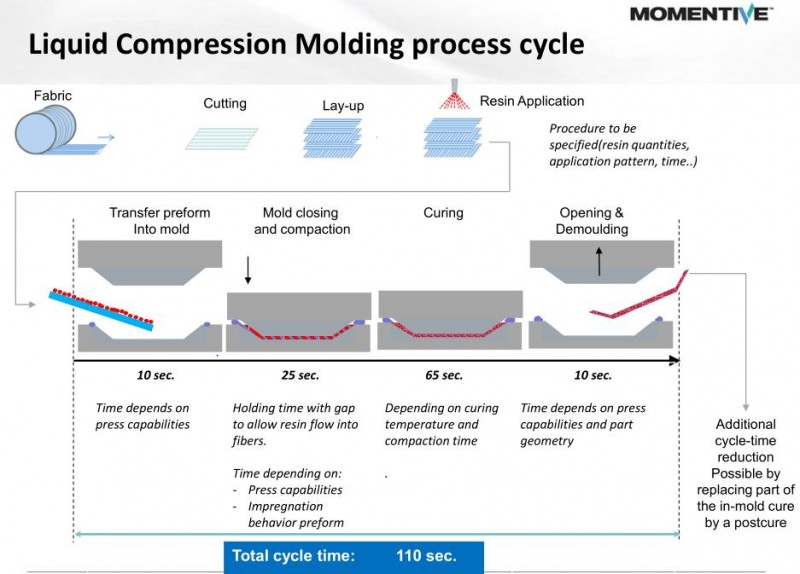
预成型体铺放时间
模具温度
树脂注入时间
固化时间
脱模时间
生产周期
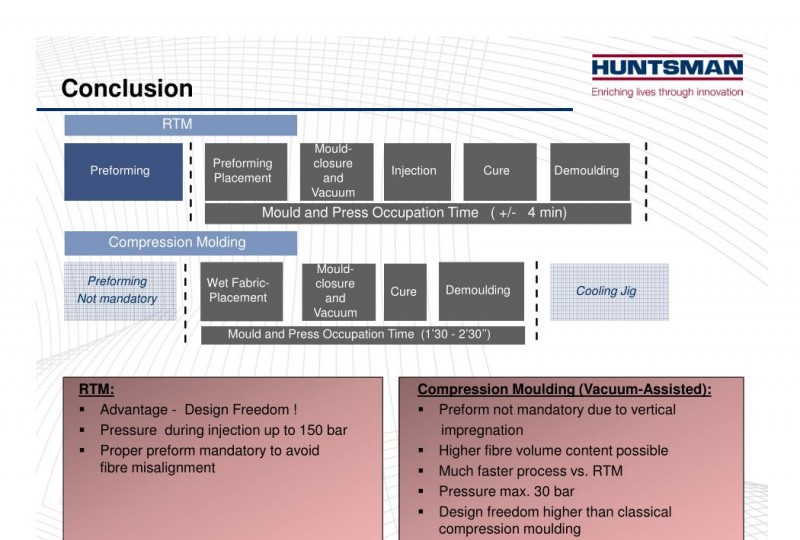
HP-RTM与WET COMPRESSION的进一步对比
WCM与薄钢板一起混合成型(BMWi7)
湿压法是将经过树脂浸渍的碳纤维编织物在润湿的状态下置入三维压模中,然后进行压型和硬化处理。这样,就省去了HP-RTM中所需要的精确的预成型体。混压法是将树脂浸渍的碳纤维编织物在润湿的状态下和薄钢板一起置入压模中,然后进行压型和硬化处理,形成钢和碳纤维的混合材料部件。这种混合材料部件的重量很轻,却能够提供大程度的刚度和优秀的碰撞性能。两种流程都通过优化的生产工序实现了在极短的时间内低成本、大规模地生产碳纤维部件,每天多可达数千件。
基体树脂

为汽车应用快速固化环氧树脂
目前市售的环氧树脂用于高速件生产





应用方向
厨房台面板

客车前后围替代手糊

微波接力通信天线
无框的光伏基板

各类电气柜、箱之边板
几点看法供讨论
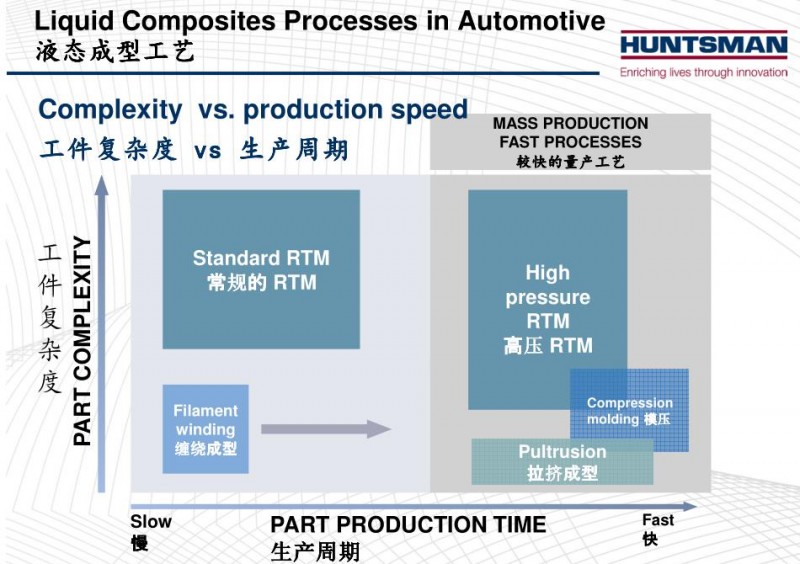
1,传统的RTM和CM(压缩成型)由于要适应汽车大批量快速连续生产的需求,近代发展了HP—RTM和WCM(湿式模压成型)工艺,这还在不断更新中。
2,WCM是相对于纤维织物增强复合材料成型工艺HP—RTM的简易补充,对于相对平坦的2.5D的结构件来讲,是可快速上马的投资较小的一项工艺。
3,WCM工艺基本无须纤维织物的预定型、无须树脂的高压注入、无须担心织物被冲散、成型周期更加缩短等优点,且可直接应用原有的SMC压制模具。
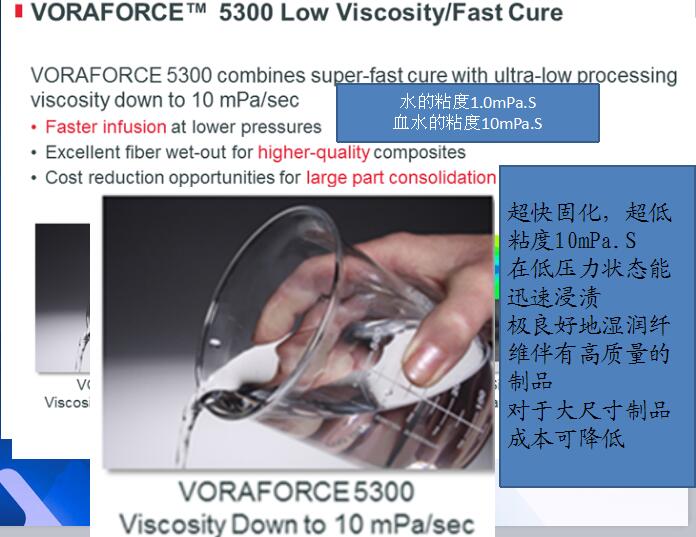
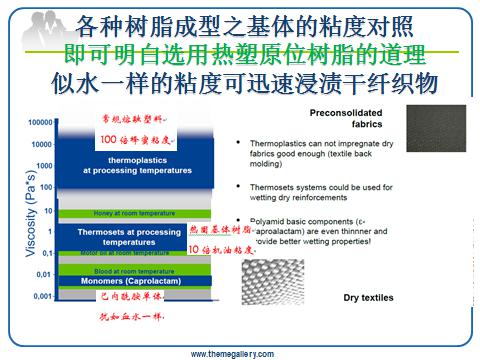
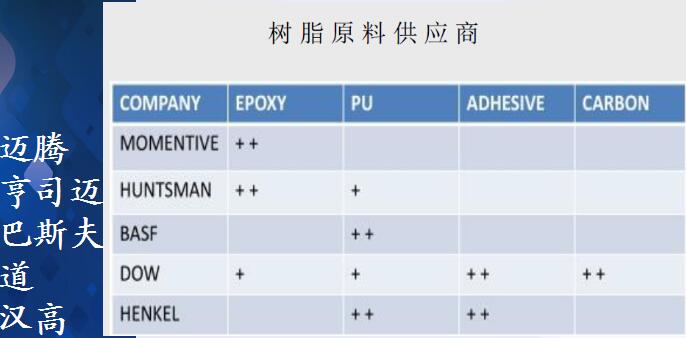
4,WCM的核心技术是基体树脂(EP,PU)必须是似水一般的超低粘度,30~60秒内固化而窗口期又足够长……皆由级大化工掌控,国内企业也开始涉足。
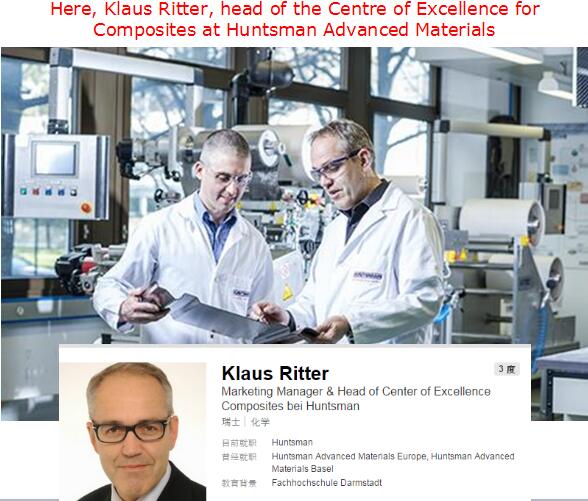
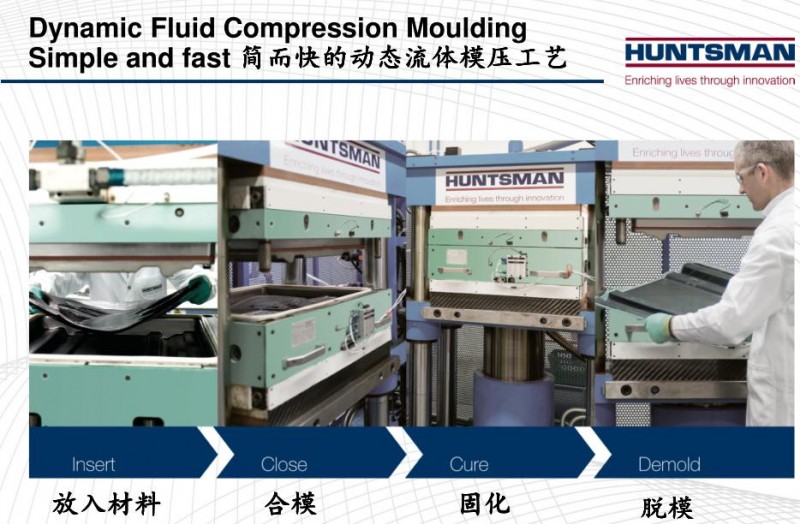
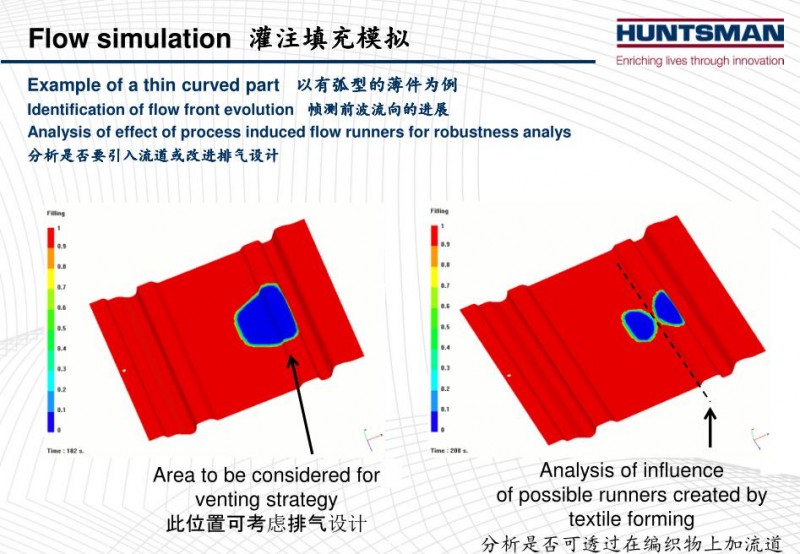
HUNTSMAN动态流体模压工艺
亨斯迈先进材料事业部亚太区及印度市场总监彭泰瑞在接受盖世汽车采访时
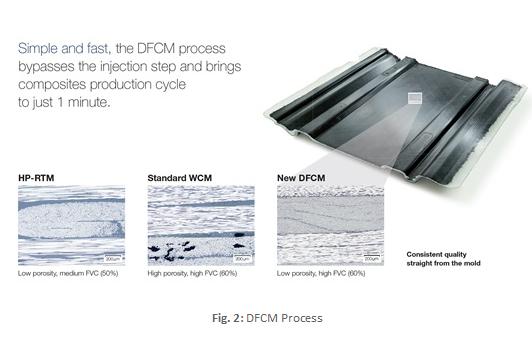
亨斯迈先进材料事业部日前还推出更高效的动态流体模压成型工艺(DFCM),该工艺是先行在汽车部件纤维上涂布一层树脂,从而使其进入纤维层内,此举减少了纤维浸渍的时间,并配合固化进程以达至高效益。能直接借模具提供质量稳定的产品,其采用了能快速固化环氧树脂,其生产部件的特点,是拥有高纤维含量和低空隙率。这是一种经过优化的模压工艺,有着简单快速制作的过程,可在30秒内固化,其生产周期仅为1分钟。我们的创新技术“能以一分钟的时间制造出可与正压釜工艺相比的环氧结构部件”也在JEC World 2016上斩获创新大奖。


从爱牢达®LY3031 / AD3032树脂+ DFCM工艺优势总结:一分钟,从一个制品到另一个的周期时间;纤维体积含量高达65%和无空穴气泡;重磅960gsm的工业用布也可简单加工;减少设备投资(低压流程);减少飞边等浪费;满足复杂度(2.5 + D)部件。

以下摘录自亨斯迈 先进化工材料邹灼亮先生2015.09在镇江会上的讲稿




亨斯迈先进材料事业部亚太区及印度市场总监彭泰瑞

某种技术在其他替代技术的环境中脱颖而出,不仅取决于该技术的先进性,还取决于是否能够获得较多的厂商利用这种技术进行生产、扩展性研发。因为技术只有在进入市场后仍能不断地进行扩展性研发,才能不断地获得新的生命力。也只有这样,才能获得更多的消费者,使该技术能够占领市场并延续下去。
另一方面,即使某种技术“先进”、技术含量高,充其量也只能是阳春白雪。如果不能获得大量厂家的支持,或拥有满足社会需要的产能,就无法摊薄研发成本。而价格居高不下的话,也只能导致消费者的敬远,后导致该技术的消亡。
一件商品如果不能形成足够的、能够支撑其持续和发展的市场规模,那结局只有一个:走向没落。

更多信息请关注复材网www.cnfrp.com