
 English
English 简体中文
简体中文
































利用树脂传递模塑(RTM)工艺或其衍生工艺(浸渍RTM、间隙浸渍)制造热固性FRP结构组件,需要干燥的纤维预成型件。这些预成型件在封闭的RTM模具中采用低粘度树脂系统浸渍而成。浸渍之后,模具中的树脂系统在高温下发生硫化。一般来说,预成型件是由无弯曲纤维或织物制成,必须经过切割、遮覆和热成形等多级工艺,需要耗费大量劳动力成本,且切割加工的损耗高达30%。而形状简单的整体复合材料的成本在整个制造成本中占50%之多。
各种纤维喷涂工艺可实现完全自动而经济的预成型加工。这些技术具有共同点,即将玻璃或碳纤维粗纱按一定大小切碎,然后加上粘合剂喷洒到预成型模具上。抽真空,以便使纤维暂时固定在喷附成型模具上。
通过直接使用粗纱织物,可以省去无弯曲纤维或织物所需的子过程。此外,纤维的精确喷洒可以显着降低报废率。目前的纤维喷涂技术能够生产用于液体浸渍工艺的预成型件,但也显示出一些不足。 根本性的挑战在于如何选择可预防吸堵的合适的粘结剂技术。吸力必须能使纤维固着直到粘结剂可以发挥作用。部分不合适的非活性粘合剂可能会发生吸入导致堵塞。
此外,FRP是一种各向异性材料,将纤维调整到与负荷方向一致时,可达到高机械性能。到目前为止,已开发并实现工业化的纤维喷涂系统只能实现统计学上的纤维分布,带来准各向同性组分特征。为了增加组件沿负荷方向的机械性能,必须通过额外的工艺,采用连续纤维对预成型件进行加固。
加工而不改变纤维朝向
业内的塑料加工研究所(IKV)以及德国亚琛工业大学,已开发出一种3D纤维喷涂工艺,能实现大批量生产纤维取向可调的三维预成型件。这一工艺初是在IKV开发的,旨在用混合纱制造用于热塑性FRP的预成型件。在德国名为IGF的一项公共项目资助下,这一工艺被作为热固性RTM组件预成型工艺获得了进一步发展。这项工作旨在开发可大批量生产三维形状预成型件的工艺。预成型件为纤维取向可调、厚度可变的集成功能组件(孔洞、插件和加固件),纤维含量可高达45%。
材料选择不当会影响组件的生产,进而阻碍技术的成功。例如,粘合剂选择不当可能会阻塞喷附成型模具;纤维选择不当,则破碎装置无法将其充分切碎或破碎,从而导致纤维喷头堵塞。因此,在研究项目中对纤维、粘合剂以及树脂体系的可行组合进行了分析,以避免以上不足。在选择材料时,应考虑下列条件:
◆选用不会导致阻塞的粘合剂。
◆材料之间的相容性。纤维胶料或粘合剂材料不会影响树脂体系的硫化特性。
◆3D纤维喷涂工艺中材料的可加工性(例如:可切性)。
◆确保纤维-基体的附着力以实现良好的机械性能,选用的粘合剂不应对此产生不利影响。
◆在高容量应用中应使用快速作用的粘合剂。
◆尽量减少粘合剂用量。
尤其是对于粘合剂技术,在研究中对新方法进行了不断跟踪。因此,使用了热塑性粘合纱,可与增强纤维一起切碎并喷洒到喷附成型模具上。粘合纱从外部供入破碎装置,使粘合剂用量可针对每个特定应用进行调整。

表1:展示结果中使用的材料
此外,也对紫外硫化粘合剂系统进行了研究。紫外硫化粘合剂系统有一项优势,即它们可以在短时间内(5至30秒,视不同系统而异)起作用并固化。以下是相关研究结果摘录。所显示的结果均取自同一种组合材料(表1)。
纤维取向的特别调整
3D纤维喷涂工艺的主要优势之一,是可以通过专门开发的纤维导向装置进行破碎纤维导向。在这一工艺中,增强纤维被作为粗纱喂入破碎装置。在展示的结果中,使用了热塑性粘合纱(表1),与增强纤维一起喂入破碎装置切至50毫米长度。在破碎装置下安装了文氏管喷嘴。文氏管喷嘴中的喷射气流将纤维从破碎装置加速并传输到喷附成型模具(图1)。接下来,文氏管喷嘴中的喷射气流通过专门开发用来定向纤维的导向装置单元传输纤维。在紧临纤维导向装置的出口,经导向后的纤维喷射到喷附成型模具上,依靠真空状态临时固定。热空气使粘合剂开始发挥作用。
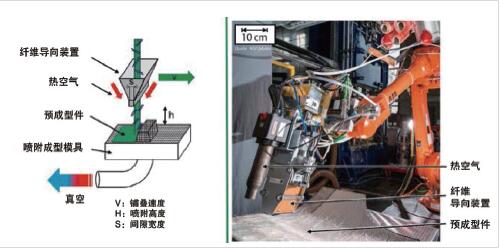
图1:3D纤维喷涂工艺的原理及工艺技术(数据来源:IKV)
调查表明,除纤维导向装置外,纤维铺叠成型速度对于可达到的纤维取向度有着决定性的影响,机器人按此速度移动的纤维喷头。图2显示了在RTM工艺中,采用纤维喷涂预成型件制造的组件的抗弯强度(DIN EN ISO 14125,三点弯曲试验)。在工艺研究中,切割装置的输出速率不断增大。为了实现预成型件重量均匀分布,铺叠速度必须提升。因此,铺叠速度由98 mm/s(输出速率为36 kg/h时)增加到350 mm/s(输出速率为150 kg/h时)。抗弯强度的各向异性(平行与垂直于纤维朝向上的机械性能之比)随着输出速率从1. 3:1上升至2. 8:1而逐步增强。这表明在3D纤维喷涂工艺中调整纤维取向的可能性。进一步研究表明,纤维取向是可复制的。同时,结果还表明,弯曲模量可在较小的范围内调整。因此,工艺参数相同时,只能实现较低的各向异性弯曲模量比(图3)。
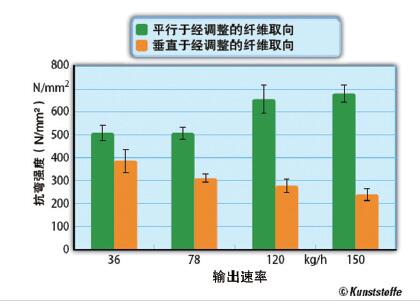
图2:通过采用3D纤维喷涂工艺可实现抗弯强度的各向异性
功能组件的直接集成
除各向异性的材料特性以及极高的轻量化潜力之外,FRP的另一项优势是组件的功能化。可在预成型件中集成功能组件,从而在制造过程中实现组件的整合。然而,常见预成型工艺中,功能组件的集成并不适用于这种材料,因为增强纤维在预成型或后续加工中因孔洞或插件的整合集成被切割。
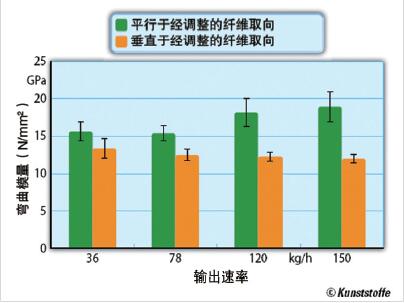
图3:通过采用3D纤维喷涂工艺可实现弯曲模量的各向异性
已进行的研究表明,在3D纤维喷涂功能组件的自动化制造中,如孔洞、插件或加固件,可分别与无需进行任何后续加工步骤的材料进行适当的集成(图4)。
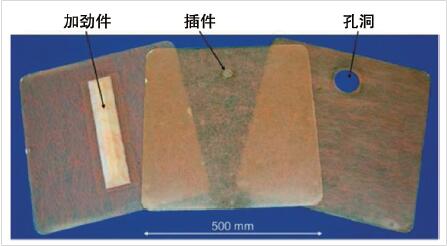
图4:利用已开发出的加工技术制造出功能集成组件
除了三种不同几何形状的孔洞(圆形、矩形纵向及横向),还可以成功集成两种金属插件(制造商:德国Friedrichsdorf,Profil VerbindungstechnikGmbH & Co. KG)以及泡沫芯加固件(制造商:瑞士Sins,3A Composites Core Materials)。这些插件之间的区别仅在于它们与其它组件间螺纹连接的类型(图5)。为研究常见插件形式,分别集成了一个带内螺纹与一个带外螺纹的插件。
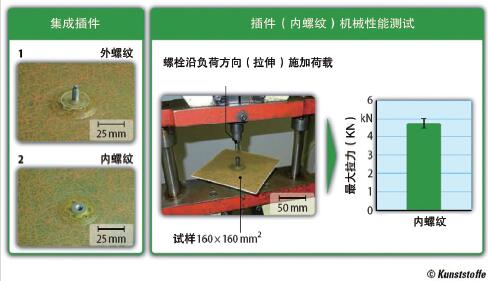
图5:集成插件和测试设置以及和插件抗拉测试结果
此外,还通过机械测试对集成插件可能传递的拉力进行了测定。图4显示了带集成插件(内螺纹)的结构件可传递的拉力,以及测试设置。从5个检测样本得到的平均值显示,插件能够传递4. 7 kN的拉力。这是在为潜在用户及其应用领域进行技术评估时的可传递力指标。
可媲美连续纤维增强
当前使用的FRP结构件主要是用由单层无弯曲纤维或织物制造的预成型件,因此,它们属于连续纤维增强型。为进行客观的技术评价,非常有必要对分别采用3D纤维喷涂工艺或连续纤维增强技术的结构件的机械性进行对比。此外,确定了采用由切片纤维板构成的预成型件制造的组件的特征值,以对机械性能进行客观比较。短切纤维板的增强给组件带来类无向性。因此,短切纤维板是可由3D纤维喷涂取代的常见半成品。
纤维取向度是这一工艺的重要优势。因此,选取了一个抗弯强度各向异性比为2:1的组件进行比较性研究。由于其材料特性,采用短切纤维垫增强的组件无法调整。研究结果更加突出了3D纤维喷涂工艺在纤维取向度上的优势。所有组件的纤维体积含量为40%,厚度为3 mm。所选用的纤维材料以及独立预成型件的铺叠汇总见表2。
表2:材料比较性研究结果汇总
对生产出的组件通过进行机械测试分析。连续纤维增强组件的机械性能与纤维喷涂组件在平行于调整后的纤维取向上的机械性能水平类似(喷涂纤维抗弯强度610 N/mm²;连续纤维增强抗弯强度624 N/mm²;差异2. 3%;DIN EN ISO 14125)。这些发现也在抗拉测试中得到了确认,其不同组件差异的平均值仅为1. 6%(喷涂纤维抗拉强度为361 N/mm²;连续纤维增强抗拉强度为367 N/mm²;DIN EN ISO 527)。此外,研究结果突显了3D纤维喷涂工艺的纤维定向可能性所具备的优势。因此,纤维喷涂组件的抗弯强度比由短切纤维垫制成的组件高约43%。另外,纤维喷涂组件的抗拉强度比由短切纤维垫制成的组件高约51%。
通过对简支梁冲击强度(DIN EN ISO 179)的分析,可以观察到纤维喷涂与连续纤维增强组件之间的一个显着差异。在平行于纤维取向时,连续纤维增强组件比纤维喷涂组件的冲击强度高出40%(326 J/mm?对232 J/mm²)。而在垂直于纤维取向时,连续纤维增强组件可以抵抗纤维喷涂组件双倍的冲击强度(217 J/mm²对106 J/mm²)。
总结
3D纤维喷涂工艺可实现适用于RTM组件的大批量预成型加工能力。由于输出速率可高达150 kg/h,可以实现较短的加工周期(预成型500 x 500mm²耗时约4分钟)。与传统纤维喷涂工艺相比,3D纤维喷涂工艺可使喷洒出的纤维取向与加载方向一致。通过调整纤维取向,可实现高达2. 8:1的抗弯强度各向异性比。
此外,功能组件,比如孔洞、插件及加固件可以自动集成到预成型件,进而集成到组件。与连续纤维增强组件相比,纤维喷涂组件在拟静荷载下显示出类似的机械性能。
更多信息请关注复合材料信息网www.cnfrp.com