
 English
English 简体中文
简体中文
































由于工装模具成本低,热固性材料系统对产量较低的应用来说具有一定的优势。这种常常是新一级别车型、特种车辆或基于已有平台的改款车的选。由于树脂固化时间长,整个周期时间也就相应延长,因此将其应用到高产量车辆上,其成本便会让人望而却步。
与此同时,可回收性逐渐受到OEM 的重视,这主要受工艺内循环再利用、报废车辆法规及处置成本等因素的驱动。复合材料结构件相对金属件来说在这个方面具有一定的劣势,因为将不同类型的树脂分离开具有一定的难度。有许多树脂系统都可以满足零部件在结构、尺寸及其他方面的性能需求,但是让材料类型统一,从而实现循环再利用,则是一个较大的挑战。
考虑到热塑性注塑工艺在周期时间、可回收性、表面光洁度以及成本等方面的优势,日产公司决定采用注塑成型的面板来生产复合材料后车门。这款据称为北美款批量生产、完全可回收后车门将率先应用于日产2014 款Rogue 车型上。据该公司开发人员介绍,整个开发过程涉及了大量CAE 优化、材料特性评估、供应商合作开发以及部件连接策略制定等工作。

材料增强和优化
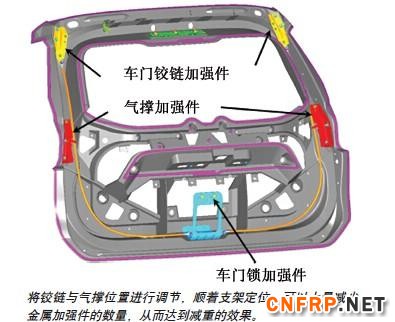
复合材料结构件与传统金属件相比可以节省高达50% 的重量,但是要想达到这样的减重效果,同时还要维持成本和性能不变,需要进行大量的优化工作。以前的复合材料上举式车门需要采用大量的金属加强件,以确保车门的强度、可靠性以及随着时间推移的尺寸稳定性。而这样做就削弱了系统减重的效果。采用一种新的铰链结构,可以大大减少金属加强件的使用。这种设计还可以带来一个好处,即后一排乘客的头部空间也增加了。

材料特性及加工工艺方面的技术进步可以在不牺牲强度和性能的情况下减少工件的壁厚。日产新合作开发的汽车车门外面板材料就是一款高流动性、高强度热塑性聚烯烃(TPO),供应商为Lyondellbasell 公司。由于材料流动性的提高,外面板薄壁成型便成为了可能。相对上一代产品来说,成型件的强度并没有丝毫损失。此外,这种材料方面的优化不仅可以进一步减轻部件的重量,还可以缩短成型周期,提升了注塑成型的效率。
车门内面板采用免喷涂注塑工艺,材料为30% 长玻璃纤维增强聚丙烯(PP-GF30)。长玻纤可提升部件的强度和硬度,但不会像短玻纤那样会牺牲冲击性能。除了较高的冲击强度,对A 级表面应用来说还有一个技术突破表现在纤维分散性的提升。通过玻纤尺寸的优化以及对拉伸工艺的控制,内面板LGF PP 材料在不采用纤维成束的情况下可以与TPO 上饰条其余部分的颜色完全匹配。
日产与材料供应商的深度合作开发得益于他们之间长期建立起来的紧密关系。配备于Rogue 车型的后车门由日立汽车系统公司(Hitachi Automotive Systems)提供, 与传统冲压钢车门相比重量减轻了30%。得益于部件的整合、废料的减少以及因热塑性注塑材料的使用对废料的回收利用,车门外面板的原材料成本与SMC 材料相比减少了35%。Advanced Composites Inc. 也是材料供应商之一,Magna-Decostar 为加工商。
面板连接策略及其他设计挑战
对所有复合材料加工来说,大的挑战和瓶颈为面板之间的连接。不同类型的材料通常采用胶粘、铆接、机械紧固来连接,或同时采用这三种方式。
考虑到外观的原因,对于此类A 级表面的应用来说, 铆接被排除在外。胶粘剂连接强度非常高,但是在可以完全移动进行下一步操作之前胶粘剂需要很长时间才能固化。
日产这款车门的年产量预计要比当前车型的产量高--后者目前的年产量为13 万辆。为了满足产量方面的需求,后决定采用“各个击破”的方式来施加胶粘剂, 即创建多个点胶单元,并从尺寸上与总的点胶单元进行比对验证。虽然采用了多个点胶单元,但是这种方式可以确保各个单元尺寸的准确性。此外它还提升了产量, 且不会牺牲胶粘剂固化所需的时间。
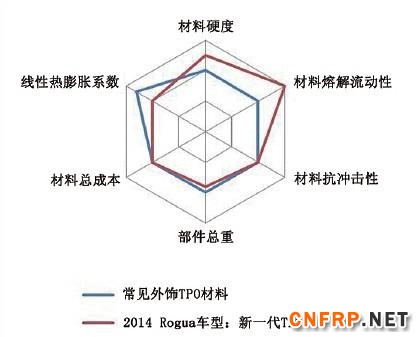
上一代TPO与新一代TPO之间的对比

虽然复合材料结构可以带来许多好处,但是在将这款车门投入批量生产之前,还有许多设计方面的考虑需要得到研究、验证并克服。
蠕变是粘弹性材料与生俱来的特性,尤其是聚合物材料。在车门中沿着支柱添加的金属加强件数量减少后, 面板蠕变也要考虑在内并要有应对措施。日产公司做了一些原型件, 并在高温下对其施加一定的负荷。
经过定量分析计算出随着时间推移整个蠕变的量。应对的方案是在面板设计和制造之时就除去蠕变的量,使刚生产出来的面板比长期蠕变后的面板小。随着时间的推移,面板就会蠕变成为正常的外形尺寸和造型,使车门、保险杠面板和钢制车身面板之间的间隙保持在正常的水平。
车门的刚度也是一个重要的考量因素。PP-GF30 和TPO 结构件并不像目前纵向或扭转方向结构件采用的软钢那样刚度高。也不如上一代车门上使用了大量金属加强件高。
考虑到纵向和扭转刚度的减少,需要增加分型线间隙,此外还需要增加辅助导向部件,确保车门关闭时不会对车门或周围的车身结构造成损坏。这是整个减重优化工作所带来的一个副作用,但是应该不会带来附带的损害。
现代与福特公司加强结构复合材料的研究
复合材料的减重效果是不可否认的。但是如何通过经济有效的方式来发挥其减重效果则是推进复合材料在汽车上大量应用的关键。

现代汽车集团下有一个钢铁公司--现代钢铁,因此勇于推动复合材料应用的人需要从多个方面--而不只是降低重量--来证明这种材料具有的优势,才能够针对某种应用来取代传统的钢。现代汽车公司Chi-Hoon Choi 在SAE 2014 大会“结构性塑料复合材料零部件:应用之路”技术研讨会上发表了以上的观点(Chi-Hoon Choi 拥有聚合物科学及工程博士头衔)。
“高强度钢(HSS)是降低白车身有效的材料之一,”Choi 说道。现代公司目前采用1.0-1.5GPa 的高强度钢,制造工艺为热冲压。“因此我们要开发一种特殊的复合材料来替代这个部件。如果我们想采用复合材料来替代轻质金属或高强度钢的话,我们还需要一种独特的设计理念。”
一个很好的例子是现代公司研究人员为i10 电动汽车开发的一个电池盒外壳。初的目标是开发一个一体式的复合材料外壳,替代包含20 多个零部件的金属外壳。
“初的碳纤维增强复合材料成本要比钢成本高很多,因此我们决定采用聚丙烯材料,用玻璃纤维增强,而不是碳纤维。”终开发出来的产品是一个包含三个组成部件的电池盒外壳,与钢外壳相比重量从之前的34kg 减轻到了24kg,减掉了10kg。
现代公司另外一个正在进行中的项目是一个车身面板的开发,具体说是引擎盖面板,采用复合材料。项目阶段涉及材料开发及工艺,包括注塑及树脂转移模塑工艺。第二阶段重点为概念设计及原型制造。
Choi 在研讨会上还展示了现代公司的技术研发线路图,阶段将围绕长玻璃纤维、半结构件复合材料展开研发工作,时间框架为2015 年。第二阶段将涉及连续增强碳纤维、结构件复合材料的研发,时间框架为2020 年。
“复合材料在结构件上的应用是轻量化技术的大挑战,”他说道。“我们还需要开发低成本的碳纤维--每公斤约为10 美元--如果可能的话。”
这个价格也是福特公司是否在其主流车型中考虑大量采用碳纤维增强材料的分界点。
“以目前碳纤维价格在30-40 美元/ 公斤的价格来说,我们还不会将其应用到福克斯车型上,目前该车型的年产量为140 万辆,”福特汽车公司车辆设计、研究及先进工程技术负责人David Wagner 说道。
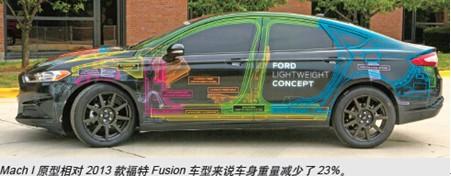
美国能源署、Vehma International Engineering(麦格纳在美国的研发机构)和福特公司三方启动了一个合作项目--多材料轻量化车辆(MMLV)。该项目的目标是要制作一个可驾驶的汽车原型,重量减轻25%(Mach I),同时设计一辆汽车,重量减轻50%(Mach II)。Mach II 将采用大量的碳纤维材料,尤其在车身和底盘结构中,而与之不同的是, Mach I 原型采用碳纤维材料的量并不多。
“考虑到给公司带来的商业价值,可能还要很长一段时间,福特才会考虑在福克斯车型上大量采用碳纤维材料,”Wagner 说道。“因此短期内,我们还只会在那些可能给我们带来潜在商业价值的部件上尝试采用碳纤维材料。”
这些部件包括一个碳纤维仪表板、集成了HVAC 导管的纵梁、碳纤维座椅以及来自Carbon Revolution 公司的碳纤维车轮( 比钢制车轮轻45%)。在动力总成方面,福特公司与巴斯夫及其他公司展开了合作,采用碳纤维开发了前罩盖、油底壳和凸轮推杆(凸轮轴头部依然采用铝合金)。
虽然采用的不是碳纤维材料,Sogefi 公司提供的前螺旋弹簧采用了玻璃纤维环氧树脂复合材料,也获得了50% 的减重效果,该螺旋弹簧也配置于合作开发的车辆上。
原型车辆在白车身和开闭件上采用了大量的先进高强度钢、铝板、铸件和挤出件,还在前车门中采用了少量的锰铸件。
在Mach II CAE 设计中,大部分乘客单元都采用了碳纤维复合材料。“纤维的铺设效果非常壮观,”Wagner 说道。“但是目前从制造角度来看还实现不了。前纵梁很可能还会采用铝合金,部分B 柱还将采用硼钢,因为车顶强度真的很难达到。”
在整个设计的中段,Mach II 白车身重量已经相对于目标车型降低了45%。设计小组希望将这个数字提升到50%。
“长期来看,我们需要在底盘和车身上采用碳纤维材料,这样才能减掉几十公斤的重量,而不是目前的几公斤重量,”Wagner 表示。“目前,铝合金汽车来势汹汹,要看到碳纤维材料大量应用于底盘和车身上,还需要在等十年左右的时间。”
成本是碳纤维应用的大阻碍,他补充说道: “这里有材料的成本,有部件制造的成本,有装配的成本,还有车辆装配因此改变而带来的成本,以及涂装系统因此改变而带来的成本。”
更多信息请关注复合材料信息网http://www.cnfrp.com