
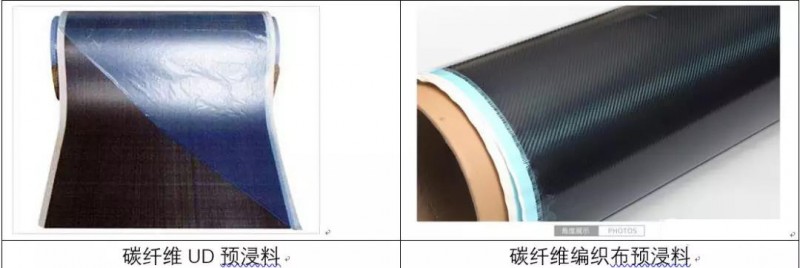
生产好的碳纤维预浸料
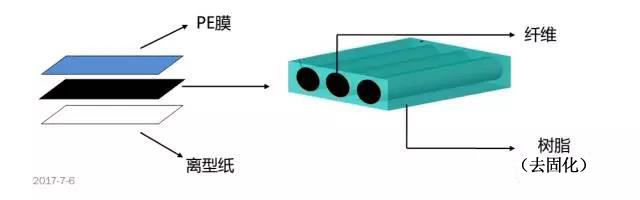
预浸料的常见组成部分为:底部是一层离型纸(白色),中间为成品预浸料(黑色),表面再覆盖一层聚乙烯薄膜(蓝色),其中中间的成品预浸料又由树脂和纤维组成,具体见下图
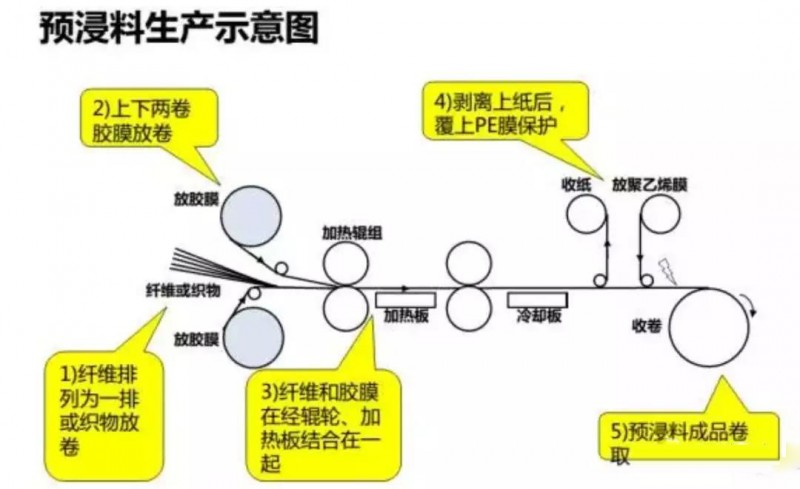
预浸料的意思是预先用树脂浸润好纤维,在后面工艺中铺叠、成型,加热固化。所以预浸料的树脂是未经固化的树脂,多以热固性树脂为主。热固性树脂有很多种,常用的有酚醛树脂、环氧树脂、双马树脂、乙烯基树脂、氰酸树脂等。碳纤维预浸料中以环氧树脂多、应用广泛,在一些耐高温的场合会用到双马、氰酸树脂。
预浸料具有以下特点:1、克重、树脂含量可以精确控制,2、可设计性强,可以根据产品使用特点,其强度、刚度要求,进行叠层设计,3、直接使用,免配胶、刷胶,劳动强度小,更环保。
预浸料使用广泛,起初用于热压罐工艺,后来可用于模压、真空带压等非热压罐工艺,适用的工艺较多。
一、热压罐工艺
热压罐工艺是纤维复合材料应用较多、为常见的一种成型方式,特别在航空航天领域的比重更是高达80%以上。成型的构件多应用于航空航天领域等主承力和次承力结构,以及国防、轨道交通、电子通讯、汽车制造、体育运动器材等诸多领域。
下图就是热压罐:

热压罐工艺示意图如下
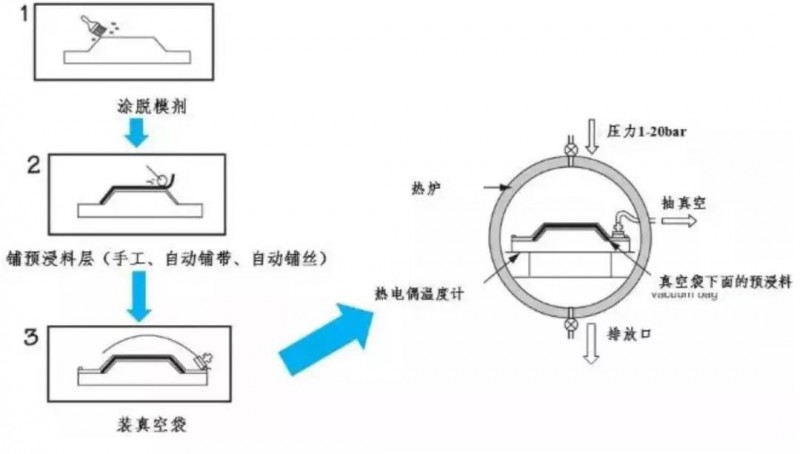
将碳纤维预浸料按铺层要求铺放于模具上,将毛坯密封在真空袋后放置于碳纤维热压罐中。在真空状态下,经过热压罐设备升温、加压、保温、降温和卸压等程序,利用热压罐内同时提供的均匀温度和均布压力实现固化,从而可以形成表面与内部质量高、形状复杂的碳纤维复合材料制件。用热压罐的一个重要原因是向预浸料提供足够的压力,以此抑制孔隙的生成,所以做出来的产品性能好,能够作为结构件使用。因此热压罐工艺在航空航天上应用较多,但是热压罐工艺也存在成本高、效率低的缺点。
二、真空袋压工艺
针对热压罐成本高的缺点,发展了真空袋压工艺,真空袋压工艺前序工艺和热压罐类似,后期固化不使用热压罐,而是使用固化炉。
固化炉价格便宜,但没有压力,在抽真空情况下,压差只有一个大气压。因此要得到类似的孔隙率,对树脂和预浸料要求较高。有研究表明,半浸润的预浸料能够有效低提高气体渗透性,OoA预浸料采用树脂半浸润,将干纤维作为排出气体的通道,在零件固化时卷入的气体和挥发份都可以通过通道排出。
三、预浸料模压工艺
将一定量预浸料加入金属对模内,经加热、加压固化成型的方法。
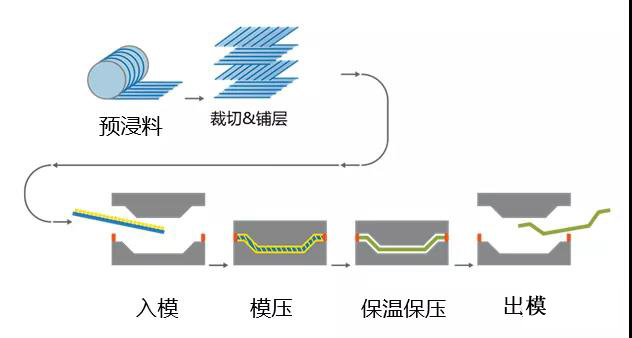
预浸料模压相对生产效率高,便于实现专业化和自动化生产,特别是使用快速固化预浸料,时间可以缩短到10分钟以内一模;产品尺寸精度高,重复性好;表面光洁;能一次成型结构复杂的制品;适合批量生产。不足之处在于模具制造复杂,投资较大,加上受压机限制,适合于批量生产中小型复合材料制品,不易生产大尺寸产品。而且预浸料本身有一定加工成本。
预浸料模压应用的领域较多,航空航天、汽车、电子、医疗器械、体育器械等。
四、预浸料吹气模压
该工艺是在预浸料模压的基础上发展起来的,主要用于生产中空的碳纤维制品。该工艺从台湾开始发展起来的。初球拍用预先填充的发泡剂,放入模具中,加压,在加热后发泡,产生一定压力,将预浸料撑开,定型。但这样做出来球拍会有吱吱的声响、重量无法适当控制。后来他们创造性开发了“吹气模压”的方法。据说早吹气模压内部吹气的气袋,是通过食品公司的人,要来了热狗肠衣,当作吹气的管子,然后开发出了产品。(所以说创新并不总是多么高大上,而是实用,人在这方面会有很多土方法,如果能够有更好的提升就好了)据说这种材料还用了不少年呢,后来发明了尼龙气袋,才不用。
该工艺目前是体育用品的主流工艺,包括碳纤维羽毛球拍、高尔夫球杆、棒球拍、自行车等产品,都是该工艺生产出来的,
五、卷管工艺
碳纤维卷管成型工艺是用碳纤维预浸料在卷管机上热卷成型的一种复合材料制品成型方法。该工艺是目前碳纤维钓鱼竿的主要生产工艺。卷管工艺又名搓管工艺,笔者真的看过土的碳纤维钓鱼竿厂,真的就是老太太用预浸料在管子上搓出来的。
卷管工艺,具体的说,采用卷管机上的热辊,使预浸料软化,熔化预浸料上面的树脂胶粘剂。在一定张力下,在辊的旋转操作过程中,利用辊和心轴之间的摩擦,将预浸料连续卷到管芯上,直至所要求的厚度,然后通过冷辊冷却定型,从卷绕机取出,然后缠上热收缩膜,在烤箱中固化。管材固化后,去除热收缩膜和内芯模具,即可以得到复合材料卷管管材。
该工艺除了生产钓鱼竿那样的圆管,还可以生产方管、三角形及其他异形管,用于不同的领域。
六、缠绕工艺
广义上来说前面的卷管工艺也可以说缠绕工艺,但该工艺并不使用连续的预浸料,而是有一定的叠层设计。我们日常缠绕工艺,可以使用连续的预浸料,通过一定的角度设计,生产管材、气瓶等。因此这里的预浸料和传统的预浸料有所差异,多使用预浸窄带。
碳纤维预浸料优点明显,广泛应用于钓具、运动器材、体育用品、航空航天等领域, 军事上用于制造火箭、导弹、卫星、雷达、防弹车、防弹衣等重要军工产品。


X光板 医疗床板