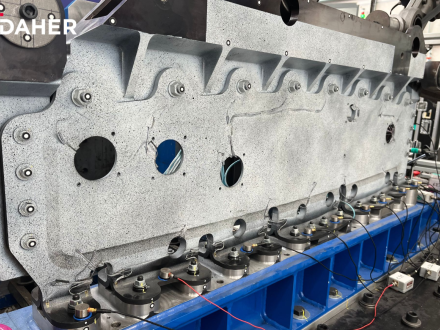
AAR在过去20年中将其复合材料功能扩大了五倍,其维修和工程服务高级副总裁Brian Sartain预计,随着更多新一代飞机投入服务,市场将进一步增长。 Sartain承认复合材料和金属修复需要不同的技能和工具,尽管他不同意碳纤维从MRO的角度来看本质上更难。“我不相信它必然会变得更加复杂,因为它推动了技能组合的转变以及更换零件的频率更高,”他说。 “老式飞机非常耗费人力,采用金属零件制造,部件更换成本非常高。” 除了为传统的金属加工能力增加新的工程能力之外,MRO供应商必须跟上新一代复合材料,特别是碳纤维增强塑料(CFRP)。这比20年前的复合材料更耐用,但也更难以使用,涉及修复工艺,例如双真空减压,其在固化周期之前降低层压板层的孔隙率,从而使CFRP硬化。“新材料的固化周期更为关键,包括对周围结构的热测量,”Ang说。 “这个过程是维修期间更好的热量管理所必需的。 。 。并且更加耗时。“较新的复合材料也更昂贵,因为它们需要严格的环境控制并且具有有限的保质期。 “材料成本要高得多,存储成本更高,环境控制是新材料必须的 - 早期的复合材料没有这么严格的要求,”Sartain说。随着新的碳纤维设计被用于飞机的不同部分,库存成本也将逐渐上升,这要求MRO提供商实现存储和维修能力的多样化。 “与早期材料相比,目前的复合材料在设计,纤维,树脂和生产工艺方面表现出更多变化 - 这对MRO活动产生了重大影响,”Fokker客户解决方案和技术调整主管Rob Bosgraaf说道,英国航空航天制造商GKN的子公司。在进行任何维修或更换之前,工程师必须评估复合材料部件的损坏(或缺少)。 发动机短舱是探索碳纤维的热量和重量优势的批飞机结构之一,采用多种技术进行检查,包括:轻敲测试,热成像,超声波测试,钻孔成像,射线照相和蚀刻以及渗透检测。

复合材料通常通过切除损坏的材料并用螺栓固定或粘接在贴片上来固定,但是对于主要结构部件仍然禁止粘合修复,除非修复太小以至于如果贴片脱粘则结构不会受到影响。也就是说,大多数工程师都喜欢粘合修复,因为螺栓更重,需要钻孔才能进一步损坏复合材料。复合材料MRO的一个关键增长领域是机翼外工作,如在不拆除部件的情况下进行维修。这已变得越来越重要,因为较大的结构 - 例如机翼和机身部分 - 无法拆除进行维修,这是过去较小复合材料部件的正常程序。于翼上工作,汉莎技术公司(LHT)开发了一种名为CAIRE的自动化火焰清理系统。在切掉一块损坏的碳纤维之后,通过将它们打磨成锥形,用火焰清理来准备孔的边缘以形成贴片。锥度的角度取决于被修复结构的载荷,汉莎航空的移动机器人可以在1平方米(10平方英尺)的CFRP上进行翼上,高精度的围巾。LHT创新和产品开发部门的工程师Henrik Schmutzler说:“这样可以实现更快速的维修,具有高质量和可重复性,是开发和认证更大和结构更重要的维修的必要元素。” CAIRE正在汉堡的Lufthansa Technik工业化,并将于2019年第三季度投入运营。