
 English
English 简体中文
简体中文
































超声波焊接技术已应用数十年,如今正不断进步,以实现复合材料及多材料组件的智能自动化连接。
随着制造商寻求提高生产率和降低成本,组装成为需要创新解决方案的潜在瓶颈和痛点。虽然机械紧固件和粘合剂粘合已在复合材料组件中使用了几十年,但它们通常还涉及多步骤工艺链和其他增加成本和交付时间的问题。
超声波技术架起了紧固和粘合的桥梁,解决了其中一些挑战,同时在几秒钟内提供加工,并提高了一系列复合材料的效率和生产率,包括传统上麻烦的结构,如层压夹层板。
机械紧固件、粘合问题
机械紧固件通常用于复合材料中,用于快速连接不同材料,同时能够在未来拆卸以进行维修或修理。然而,钻孔长期以来一直是一个问题,需要在钻孔区域中使用额外的材料来解决承载纤维的切割。它还产生灰尘/碎片和多步骤流程链(物流、加工、清洁、检查、紧固件安装和最终检查)。
另一个问题是,某些类型的复合材料—如夹层结构、颗粒泡沫和非织造纤维垫—由于局部压缩和承载强度弱的问题,不太适合用螺钉或螺母和螺栓紧固进行直接组装。因此,通常需要首先创建用于安装紧固件的“硬点”或加固区域。
或者,粘合剂粘合非常适合将零件直接连接在一起,但可能会使拆卸变得不可能或非常困难。另一种选择是粘合在复合材料结构表面的紧固件。这里的挑战是为紧固件和基材寻找合适的粘合剂,以及在这两种材料上实现可接受的粘合性能。
多材料焊接的历史和应用

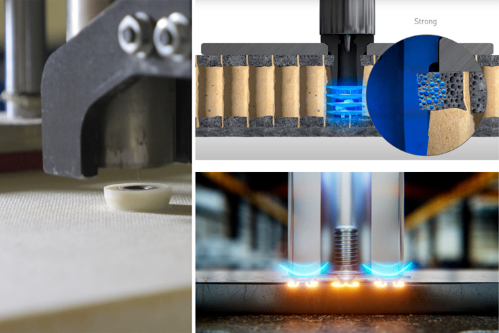
图1.直接超声波焊接。

图2.粘在热塑性塑料上。

图3.金属元件在热塑性塑料上的插入/固定。
塑料和聚合物材料中的超声波连接已经确立。几十年来,它包括类似热塑性塑料的直接超声波焊接(图1)、将零件铆接到热塑性材料上(图2)和将金属元件固定到热塑件上(图3),从而实现在汽车和移动应用中不断增长的混合组件。所有这些技术都使用超声波能量来熔化热塑性聚合物,从而导致材料熔化和/或形成锁定连接。
Multi-Material Welding(MM Welding AG,Biel,Switzerland成立于2015年,是一家与紧固技术专家Bossard Group(瑞士祖格)合作的企业,该企业开发了新的MM焊接技术,将超声波能量与热塑性塑料的熔化和形成锁定能力相结合,以创建安全的固定/紧固件安装。该公司的LiteWWweight和InWWerse解决方案可以根据特定应用定制,并被广泛用于汽车、航空航天和铁路应用的公司使用,包括宝马、大众、Stellantis、吉普、斯旺杜和Storopack。
使用MM焊接的紧固件安装也可以使用人工智能辅助数据处理进行鉴定。通过将来自超声波设备的过程数据与机器学习和人工智能算法相结合,可以可靠地预测特定应用的指标(如拉出强度),从而提供紧固件安装质量和性能的在线实时验证(见最后一节的图7)。
案例研究1:复合材料夹层地板
为了更好地理解下面的“如何工作”解释,本案例研究展示了MM焊接如何 该技术用于夹层地板面板,该面板需要标准公制螺钉的连接点来实现附件的安装。
5M(捷克共和国Kunovice)是铁路内饰用轻质高强度复合板的生产商。它希望改进其创建紧固点的传统系统(图4a),这是缓慢和昂贵的。

图4a.5M传统创建固定点的系统包括将 plywood 块插入聚氨酯(PUR)泡沫芯中,对其进行层压,然后在其上钻孔以嵌入带螺纹的插入件。
在完成面板层压之前,上述过程需要去除材料并将一块胶合板粘合到夹层芯中。然后,在胶合板块中加工出一个螺纹嵌件。
Bossard与5M合作,使用MM Welding的LiteWWeight双销紧固件插件。该新工艺包括直接在夹层材料中钻孔,并在1-2秒内使用超声波将双销紧固件插件嵌入孔中(图4b)。这不仅消除了工艺步骤,而且通过自动化紧固件定位和安装,确保了首次正确组装。

图4b.采用MM焊接技术开发的新系统从直接在PUR泡沫夹层板上钻孔开始,然后利用超声波在数秒内将LiteWWeight双销紧固件插入件嵌入其中。
它是如何工作的
与超声波焊接类似,MM焊接使用来自超声波堆栈的高频振动—通常包括压电换能器或转换器、修改振动振幅的助推器和将振动施加到部件上的喇叭或声控仪—以产生局部摩擦。这熔化并流动热塑性材料,以创建机械正锁和熔融连接。
通过这种方式,多孔和轻质材料(例如,蜂窝或泡沫芯)—对标准螺钉或铆钉构成局部压碎挑战—和几何咬边实际上成为MM焊接的强度,因为它们提供了锚定的空间。MM焊接产品目前包括LiteWWweight和InWWerse产品。
LiteWW8技术旨在使热塑性聚合物和复合材料组件功能化,减少零件数量并简化制造过程和后勤要求。一种方法通过成形锁连接实现紧固件的固定,其中紧固件熔化并与母体材料互锁。这包括LiteWWeight Pin和Double Pin技术,用于夹层结构。
另一种方法将紧固件熔化与载荷分布在更大的足迹(相对于销)上相结合。这是LiteWWweight zEPP用于膨胀聚丙烯(EPP)泡沫材料的原理,也是MM Welding用于非织造材料的莲花解决方案的原理。聚合物紧固件插件在回收之前不需要移除,这有助于圆形。
InWWerse技术用于将金属元件安装到热塑性材料上,并旨在克服低表面能材料和美学敏感部件的紧固等挑战。InWWerse还创建了形式锁定连接,这解决了对工艺可靠性和机械性能的担忧,同时能够连接化学上不同的热塑性材料。由于能量的输入是局部的,因此受紧固件和工艺影响的材料体积最小,这减少了标记缺陷,通常称为“通读-read through”。这对于A类表面(如薄汽车饰件零件)非常重要。
案例研究2:EPP紧固技术
EPP以其最佳的能量吸收和轻质特性而闻名,是汽车防撞垫元件的理想选择,如由保护专家Storopack(德国Metzingen)生产的元件。然而,在螺钉头和垫圈施加力的地方,使用螺钉直接组装可能会导致局部压碎。这使得很难实现足够的装配预载,以牢固地固定固定部件。载荷扩散、表面粘合解决方案可以避免这种情况,但粘合的紧固件通常是金属的,这也在寿命结束(EOL- end of life)时提出了材料分离挑战。

图5.此MM-Welding LiteWWeight zEPP紧固件点示例展示了在自动化应用中对EPP缓冲垫组件使用螺丝进行直接组装的情况
Storopack选择了MM Welding的LiteWWweight zEPP技术(图5),以创建到EPP材料的连接点,有几个原因。安装过程不使用化学品,并创建了一个清洁、耐用的连接,也是空间效率。具体来说,zEPP插件提供了足够的机械锚定到泡沫中,而不需要过多的截面深度或表面足迹。此外,由于LiteWW8 zEPP紧固件插件是聚合物,它们可以通过与EPP组件相同的EOL材料回收和回收系统—即,它们不需要首先被移除。这最大限度地减少了工艺步骤、时间和废物流,以实现更高效的回收。
MM Welding与Storopack合作,优化zEPP紧固件插件的设计和安装。Storopack需要一个用于M5螺栓的通道孔,并相对于零件后部精确定位表面。该插件设计为黄色,以提供与黑色泡沫的强烈对比,使质量检查更容易。超声波安装参数—如触发标准、压制速度、振荡幅度和末端条件—也进行了优化,以确保该特定泡沫密度的最佳机械性能和z定位。
MM Welding随后与Storopack合作开发了一种自动化系统,用于在EPP防撞垫内安装LiteWWeight zEPP紧固件。最终的解决方案包括一个转台,该转台能够在转台的一侧安装ZEPP,而工人可以卸载组装的零件,并在另一侧装载下一个零件。超声波堆栈安装在CNC入口上,该入口还包括由超声波喇叭中的真空通道支撑的拾取和放置供给系统。系统可以拾取zEPP并将其移动到定义的连接位置,并在x、y和z方向上进行控制。这一点很重要,因为Storopack需要一个精确的接触表面,以便螺钉头能够连接到防撞垫主体。并且该解决方案速度的提高也促进了汽车的吞吐量。
增加应用、回收和数字双/线解决方案
MM焊接公司正在努力提高对这种紧固技术的认识,并增加使用案例,例如在航空航天领域。夹层板是用于飞机内饰的典型材料,已经有LiteWW8产品用于这种应用,但更多的产品正在开发中。
另一个关键领域是组件的可回收性,客户每天都在讨论这一点。例如,这包括可以在EOL轻松拆卸的组件。MM焊接可以通过创建单材料结构来实现这一点,其中紧固插件由与结构相同的材料制成。EPP的zEPP解决方案是一个例子,其中基材和紧固件插件都由聚丙烯(PP)制成。但MM Welding也在开发zEPP紧固件,该紧固件使用从EPP泡沫中回收的PP制成,这使得材料的闭环成为可能,但也是一种更容易、更低成本的解决方案,用于在EOL时回收。

图6.MM-Welding LiteWWeight双销钉插入复合夹层有轨电车地板,间距为5米。
也有许多公司寻求在飞机内部用热塑性复合材料板取代Nomex蜂窝夹层板。这是实现单一材料解决方案的另一个例子,因为MM焊接紧固件插件可以由与面板相同的热塑性基体设计而成。尽管MM焊接正在探索的当前材料包括成本较低的PEI和PPS(聚醚酰亚胺和聚苯硫醚),但也可能具有完全PEEK或PAEK(聚醚醚酮或聚芳醚酮)结构,面板和紧固件插件都由相同的材料制成。同样,这在EOL时更容易管理,并且使用更高性能(和成本)的热塑性聚合物只是调整MM焊接设计和工艺参数以获得所需结果的问题。这种方法也可以显著加快内部安装,因为与为紧固件或粘合剂粘合创建封装连接的长过程相比,MM焊接过程只需要几秒钟。

图7.机器学习在毫米波焊接安装中的应用。
MM Welding还与瑞士西北应用科学与艺术大学(FHNW)完成了重要工作,以模拟其紧固件插入过程的力学。这包括有限元建模和模拟以及数据管理——特别是如何使用插件安装数据来预测完成的紧固件的特性和性能。上面简要描述了这些智能解决方案(图7),并使用数据采集单元收集过程数据以及用于分析的定制算法。与FHNW的工作已经建立了该数据采集和训练管道,能够预测每个紧固点的机械性能。据该公司称,这对于客户的数字孪生产品和整个供应链的数字线程具有巨大的潜力—每个连接点都可以跟踪并标记其属性。MM焊接智能解决方案已经提供给客户。然而,对于许多公司来说,这种系统的使用仍然是新的,并且需要时间来开发。
原文《MM-Welding solution automates, functionalizes composite joining》