
 English
English 简体中文
简体中文
































MTorres利用一次性、低成本、便携式生产方式,将下蒙皮、前缘和后缘翼梁集成到单元化飞行演示样机中。

在Clean Sky 2 IIAMS项目中,MTorres利用仅真空袋树脂灌注工艺,为C-295涡桨演示机的左右机翼生产了4米长的无紧固件外扭矩盒
随着航空航天业期待从新冠疫情中复苏,此前对高产量生产的推动已转向一项紧迫任务,即减少对地球和人类的环境威胁。这一努力包括限制温室气体(GHG - greenhouse gas)排放、能源和水资源消耗,以及产生无法回收的废弃物。尽管这些举措在疫情前就已开展,但如今其重要性愈发凸显,同时对降低复合材料结构生产成本的需求也更为迫切。“洁净天空2”(Clean Sky 2)泛欧航空计划已为所有这些领域的研发提供资金,并显著推动了多种纤维增强复合材料技术的发展。
在“洁净天空2”(Clean Sky 2)第七轮提案征集(CFP07,2017年10月)中,空中客车防务与航天公司(Airbus DS,西班牙加的斯)提出了一项需求,要求建立一座创新且灵活的试点工厂,利用自动铺丝(AFP)和树脂灌注技术,生产高度集成的机翼盒飞行演示器。
此前已有其他树脂浸渍和/或非热压罐(OOA)机翼盒演示件,包括GKN Aerospace(英国雷德迪奇)于2013年推出的OOA“融合”机翼盒;由Spirit AeroSystems贝尔法斯特(北爱尔兰)采用热压罐树脂传递浸渍工艺生产的空客A220机翼;以及AeroComposit(俄罗斯莫斯科)为MS-21喷气式客机生产的OOA机翼。然而,所有这些机翼盒均由分离的复合材料壁板(长桁+蒙皮)和翼梁通过机械紧固件组装而成。
空客防务与空间公司(Airbus DS)在Clean Sky 2项目中所要求的机翼盒结构,旨在通过将加长桁下蒙皮与加筋前缘梁及后缘梁进行集成,实现一个无需紧固件的更完整模块,以便与机翼其他组件进行装配。
该机翼盒也将采用窄幅(0.25或0.5英寸宽)干碳纤维无捻毛坯纱带和高温(180°C)固化树脂,但会结合节能、低成本的加热系统以及基于传感器的数字控制和模拟技术,用于预测和管理加工过程,缩短开发过程中的试错循环,并实现制造人员的快速培训。这种数字化将演变为包含一款增强现实移动应用程序(App),该App还提供用户和维护手册、工艺序列定义、无纸化工艺和零件追踪,以及将CATIA模型投影到零件上,以辅助加强件预成型件、工装嵌件和碳纤维增强聚合物(CFRP)坯料板的精确放置。
或许最具挑战的是,该项目要求所有工装和制造装备必须具备便携性和灵活性,能够轻松部署在任何制造现场,并且随着更先进的工装、加热及复合材料4.0工艺控制技术的出现,能够适应其他零部件设计和升级需求。
正如主题经理路易斯·鲁比奥(Luis Rubio)—空客防务与航天公司复合材料开发工程部技术与工艺负责人—所解释的那样:“该项目的最终目的是证明一种替代技术(相对于预浸料和热压罐技术而言)能够以更低的成本、更短的交付周期和更小的环境影响,达到相似的设计公差和质量水平。”
MTorres(西班牙托雷斯德埃洛尔兹)独立应标。“我们具备所有内部能力:自动铺丝(AFP)、树脂灌注、干纤维带材料和自动化技术,”MTorres复合材料应用技术高级经理塞巴斯蒂安·迪亚兹(Sebastian Diaz)解释道。该公司获得了欧盟“地平线2020”计划资助的“创新灌注机身制造系统(IIAMS)”项目,资助协议编号为820845,并于2018年10月启动了相关工作。
外翼盒演示样件

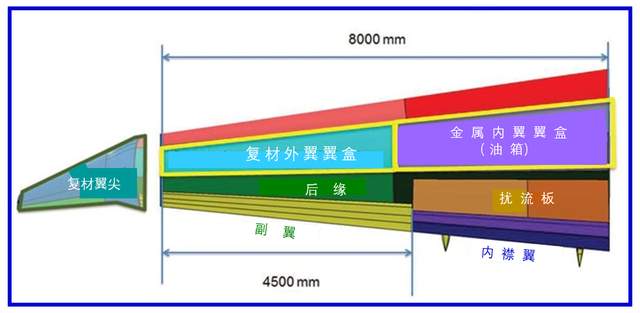
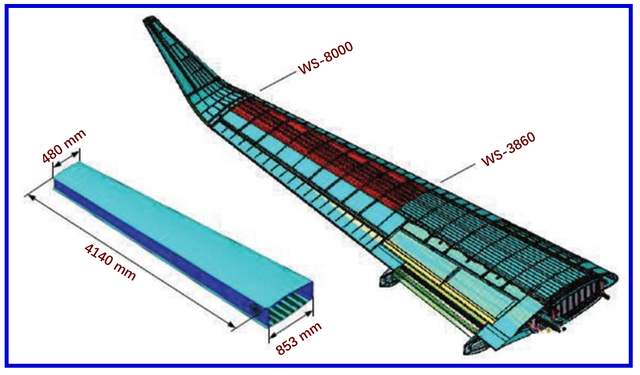

图1. 外翼盒演示器在IIAMS项目中,MTorres基于空客防务与航天公司在西班牙圣巴勃罗制造的C-295双涡桨军用运输机,生产了左右机翼的外翼盒。
空客DS选择的演示样件是基于其C-295双涡桨军用运输机的外翼盒(图1),该样件在西班牙塞维利亚的圣巴勃罗生产。这个长4.14米的复合材料外翼盒与一个内翼金属扭矩盒相连。该复合材料翼盒还连接着翼梢小翼、前缘和后缘。
“我们将制造两个4米长的演示样机,即左右机翼,它们将被安装用于飞行试验,”迪亚兹说道。“制造过程将是一次成型,无需二次粘接。我们只制造了‘U’形结构,包括下蒙皮、六根集成长桁以及两侧的翼梁。蒙皮、长桁和翼梁的厚度各不相同。翼梁的J形结构及其加强筋的集成制造颇具挑战。我们还面临着如何通过这种制造工艺保持高精度公差和准确几何形状的挑战。这种精度至关重要,尤其是在翼根处,因为需要与内翼盒进行组装,随后还要与翼梢进行对接。”
创新的工业制造设计由MTorres开发,而空中客车防务与航天公司提供了零部件设计规范。“我们合作得非常顺利,共同设计出了最佳的制造工艺,验证了该设计能够通过我们的工艺生产,反之亦然,” 迪亚兹说道。
热灌注自动化中心(ACTI)
根据空中客车防务与航天公司的规范,用于生产机翼盒段的所有工装和制造装备必须具备便携性,能够通过标准车辆运输至其他设施,并且无需特殊措施即可快速安装。这促成了热灌注自动化中心(ACTI- automated center for thermo infusion)的开发,该中心可执行桁条和翼梁的热模压成形、长桁、翼梁和蒙皮的灌注以及固化循环。热模压成形(HDF- Hot drape forming)——在航空结构领域开发为加热脱泡,在航空航天领域之外开发为加热预成型—可去除叠层中的空隙,并将用于长桁和翼梁的二维坯料转化为成型的预成型件。
ACTI拥有约5.5 x 2.2米的实用内部空间,外观与传统的HDF系统相似,采用钢制框架,上半部分可电动升降,并配备锁定装置及其他安全设备。固化工具和多个热膜成型工具均位于ACTI内部。“无需施加压力,仅使用真空即可,” 迪亚兹指出。“ACTI利用加热空气,其气流经过优化,可为热膜成型和灌注工艺提供快速的热传递。”
他还指出该系统具有自调平功能。“ACTI结构(以及固化工具)的刚度经过设计,可在仅由两处支撑的简支条件下,满足在工作载荷下的公差要求,” 迪亚兹解释道。“这意味着当放置在地面上时,无需进一步调平或其他几何调整即可保持尺寸精度。ACTI还具有能耗低、制造成本低的特点。”
后者在很大程度上归因于用多个预成型件的组装取代了多个固化零件的组装,这些预成型件随后被灌注并固化成一个单一的集成结构。“固化工具同时也是组装工具,” 迪亚兹说道,“所有元件都是干态预成型件,组装到固化工具中,然后通过单次成型工艺共同灌注。”无需组装工装,通过工具中的创新元件即可实现严格的公差。
这种方法的另一个关键方面是取消破坏性和无损检测(NDT),转而依赖在各个制造步骤中收集的工艺数据来验证工艺质量并标记超出规格的参数。与ACTI配合使用的传感器可采集温度、真空度、树脂流动和固化状态数据。“空气温度和部件温度均受到控,” 迪亚兹说道,“工装中集成了热电偶,用于追踪模具和部件表面的温度。”所有数据均被记录、分析,并用于生成图表,以辅助制造决策。
“无论是IIAMS项目还是未来的项目,这些数据都有助于在早期阶段优化工艺设置,”迪亚兹解释道。树脂流动和固化状态通过安装在CFRP固化工具内部的耐驰(德国塞尔布)介电传感器进行监测。“我们需要非接触式传感器来监测蒙皮,因为树脂与模具之间没有直接接触,”迪亚兹说道。“传感器监测树脂到达并固化成固体时介电场的变化。我们利用这些数据缩短了固化周期。”
在项目后期,传感器和ACTI与MTorres开发的人机界面(HMI- human machine interface)相结合,实现了从计算机对工艺的真正控制,包括真空和温度,以及通过供料阀控制树脂流动。据空中客车防务与航天公司介绍,其目标是通过使工艺更加精简和智能化,推动集成复合材料主结构的大规模生产。
轻量化工具和便携性
MTorres 生产了两套模具—一套用于右机翼,一套用于左机翼。“对于几何形状相同的部件,比如长桁,只有一套模具,” 迪亚兹 指出。“其他工具在可能的情况下进行了共用。”
据迪亚兹介绍,使用了一种整体成型工具来塑造蒙皮的三维形状,其他所有预成型件均定位其上。他表示,这款工具的左右两半均采用碳纤维增强塑料(CFRP)制成,长度约为4.5米。“这有助于更轻松地控制公差,因为我们设计工具时采用了与零件相同的铺层和加工工艺,因此其热膨胀系数与最终零件非常接近。这些CFRP成型工具重量较轻,约为200公斤,因此可用小型电动叉车搬运。如果使用金属制作4.5米长的工具,这是不可能实现的。”

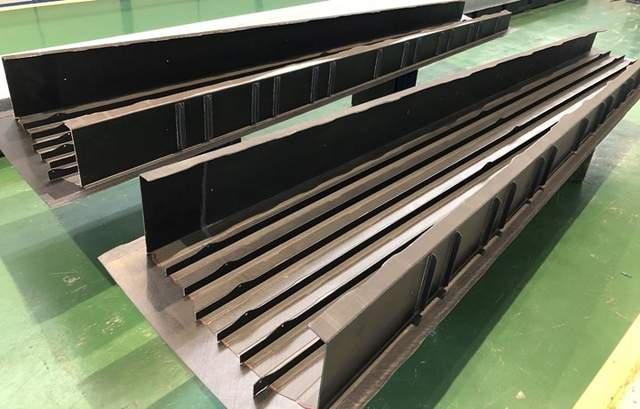
图2. HDF翼梁预成型件这种J型梁的C形预成型件始于MTorres新型干纤维单向带(最多10层)的平面坯料,随后在碳纤维增强塑料凸形工具上进行热模压成型。
其余的工装—包括压模、定位器和HDF工具—均可轻松手动操作。用于制造长桁、翼梁及翼梁加强件预成型件的HDF采用了凸模(IML-内模线)工具,同样由碳纤维增强塑料制成。在使用过程中,这些工具被安装在铝合金工作台上,并置于ACTI内部。
AFP使用新型干纤维带
机翼盒的所有结构部件—蒙皮、长桁、翼梁、翼梁加强件—均采用MTorres的AFP技术,使用干纤维带制造而成。“提案要求使用快速且廉价的材料,” 迪亚兹说道。“但市面上可买到的干纤维带,尤其是大型供应商的产品,并非那么容易采购,而我们具备自制材料的专业技术。因此,我们使用了自制的0.5英寸宽、300克/平方米的干碳纤维带,该纤维带采用(三菱丽阳Mitsubishi Rayon-东京,日本)的50K高强度(HS- high-strength)纤维制成。我们的纤维带经过设计,不仅在灌注过程中表现良好,而且在使用我们的AFP铺放头进行铺层时也能顺利操作。我们掌握了AFP铺层、热成型和树脂灌注的所有参数,如果需要进行任何微调,我们也能做到,因为我们拥有可用的纤维带生产线。”
MTorres还使用赫氏(Hexcel-法国莱斯阿维尼翁)生产的200克/平方米中间模量(IM- intermediate modulus)纤维制成的胶带对其机翼盒制造工艺进行了测试。“尽管我们的工艺两种类型的胶带都能良好配合,”迪亚斯表示,“但在开发阶段,与商用材料相比,使用我们自己的材料进行铺设更为简便且成本更低——其宽度和刚度经过工程设计,使得从卷轴到工作台的铺层过程顺畅且高效。此外,该材料也易于获取。”

步骤1. 自动铺丝(AFP)技术用于铺设机翼盒蒙皮(如图所示)以及用于长桁、翼梁和翼梁加
强件的二维坯料

步骤2. 平带坯料从铺层台运输至热成形模具
他指出,自动纤维铺放(AFP)工艺采用了两种策略:一种用于下蒙皮,另一种用于长桁、翼梁和翼梁加强筋。蒙皮(厚度为 3-6 毫米)在固化工具上直接铺放成最终的三维形状(步骤 1),使用一种半渗透膜——该膜是空客在其真空辅助工艺(VAP- Vacuum Assisted Process)灌注工艺中获得的专利。长桁、翼梁和翼梁加强筋则先作为平面坯料(二维)铺放在真空工作台上,然后转移到 HDF 工具上形成最终的三维形状(步骤 2)。
热成形

步骤3. 将长桁毛坯放置在HDF凸模具上。

步骤4. 硅胶片和夹紧框架被放置在长桁预成型件上,以便在ACTI中进行加热、去毛刺/预成型
“我们使用带有真空夹具的龙门架,将长桁、翼梁和翼梁加强件的平板坯料从铺层台移至热成形工位,” 迪亚斯解释道。“该自动化系统可在平板状态下移动坯料,并将其放置在凸形工具上(步骤3),且不会产生褶皱。”成形工具安装在铝合金成形台上,该成形台随后被放入ACTI中。在坯料上放置了一个可重复使用的硅胶真空袋(Mosites Rubber Co.,美国得克萨斯州沃思堡),然后在ACTI中将坯料加热至130°C,并利用真空压力进行成形(步骤4)。“当达到设定温度时,通过控制阀按照预设的斜坡曲线平稳地施加真空,” 迪亚斯说道。
他指出,干态胶带更容易进行预成型/热模压成型,“因为层间的结合力比预浸料更弱。尽管是干态材料,但其成型过程仍需进行HDF/加热脱去毛刺,由于胶带中含有的粘合剂,最终的预成型件能够保持形状。”
对于长桁和翼梁加强件,坯料被压制成两个L形,然后背靠背放置在固化工具上,形成T形桁条/加强件。六个蒙皮桁条各不相同,需要不同形状的坯料来制作预成型件。24个翼梁加强件的长度也各不相同。
前、后J型翼梁由两块毛坯组成:一块弯折成C形,朝向机翼盒内部;另一块弯折成Z形,朝向机翼盒外部——两者背靠背放置。翼梁在机翼盒外侧还设有波浪形的翼脚(第7步中的箭头所示)。“我们在将毛坯移至成型工位之前,就在平铺工作台上切割出了翼梁翼脚的形状,”迪亚兹说道,“该区域后续无法进行任何修剪或铣削。”“毛坯直接放置在凸成型模具上,翼梁翼脚位于模具左侧,上缘位于右侧。”

图3. 精确预成型件定位。J型梁和长桁的预成型件通过双金属圆柱(见左后方和右后方)、白色定位器以及带有长桁/定位器开孔的CFRP压模进行定位
单次输注

长桁和翼梁预成型件被放置到下蒙皮上,借助圆柱形(圈出)和白色的定位元件。黑色的碳纤维增强塑料(CFRP)压块(箭头)也被用于辅助定位长桁,并放置在长桁和J型翼梁的上方。

步骤6. 预成型件进行真空袋封装,并准备在ACTI中进行灌注。

步骤7. MTorres完成的初始演示件展示了J型翼梁(带两个加强件,已圈出)及其正弦形支脚(箭头所示)
下一步是将长桁、翼梁和翼梁加强件预成型件放置到已铺设的下机翼蒙皮上(步骤5)。“我们在将每个预成型件放置到蒙皮和固化工具上时都会进行定位,”迪亚兹说道。在步骤5左侧的翼梁末端以及图3中两个翼梁的末端,可以看到作为定位元件的圆柱体。这些图片还展示了长桁和J型翼梁的白色定位装置。最终的预成型件组件中共有13个这样的定位器,且每个都各不相同。
成型板也是预成型定位和放置系统的关键组成部分。它们不仅发挥了传统作用,即在复杂铺层和/或几何形状的区域保持均匀的压力和温度,而且对于融合过程也至关重要,如下文所述。在步骤5和图3中,可以看到在长桁和翼梁末端,有一个带有纵梁预成型件切口的黑色碳纤维增强塑料成型板。
“长桁预成型件的位置取决于该压板的位置,”迪亚兹解释道。“我们开发的用于监控和控制制造过程的数字技术包括一款增强现实应用程序,该程序可将CATIA模型投射到铺层上。这被用于引导压板、定位元件以及预成型件的放置。它还显示了接下来要执行的步骤。该应用程序支持平板电脑独立运行,以便所有工人都能轻松获取所有信息。”
随后,一套最终的黑色CFRP压板被放置在T型长桁的L型预成型件上,同时也放置在每个J型翼梁的内侧和外侧,向上延伸至翼缘,向下延伸至机翼盒外侧的脚部,如步骤5和图3所示。“翼梁在两端的内侧也使用了一种压板,以便提高接合区域的精度,” 迪亚兹说道。“所有这些压板都在HDF工艺过程中使用,并在铺层过程中一直附着在预成型件上。”
完成的干态预成型件装配体(含垫板)随后覆盖了剥离层和真空袋膜。随后,蒙皮、长桁和翼梁的整个装配体被放入ACTI中,模具被加热至120°C。Hexcel RTM6环氧树脂被加热至70°C并进行脱气处理,然后通过单个树脂进料口进行灌注。“ACTI原本准备从四个位置进料,” 迪亚兹指出,“但在经过广泛的模拟和测试后,我们决定采用单个树脂入口会更简单、更经济。”
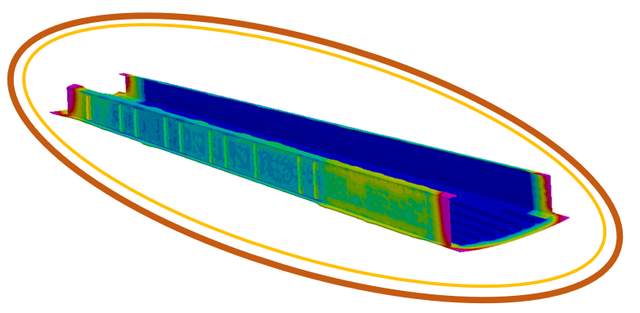
图4. 复杂灌注:PAM-RTM树脂流动模拟中的红色区域显示,四个角是灌注过程中最难实现
浸润的区域
即使只有一个进胶口,灌注过程也非常复杂,包含三种不同的模式。“我们首先进行了流动模拟,使用了PAM-RTM软件(ESI集团,法国巴黎),” 迪亚兹说道。“流动前沿和实现完全浸润所需的参数混合得非常复杂。例如,树脂在机翼盒的中心流动更快,但要浸润所有的加强筋却是一个挑战。”
VAP(真空辅助成型工艺)搭配半透膜,在下蒙皮的成型中表现良好,但在长桁和翼梁内侧则改用了高温流体网。迪亚兹指出:“角落是最难浸润的区域,但同时也是为了保证装配公差以及边缘精度而至关重要的部位。”这一点在图4的流体模拟红色区域中有所体现。“针对这些区域,我们开发了一种定制化方案,以达到所需的精确尺寸,”他解释道,“我们还在周边以及翼梁顶部设置了抽气口。”
正如模拟预测的那样,浸渍过程相对较快,随后在180°C下进行两小时的固化,仅使用热空气,未使用加热模具。脱模后,每个机翼盒演示件均通过超声波检测(UT- ultrasonic testing)进行检查。这是IIAMS项目交付成果的一部分,旨在分析演示件的质量。然而,该工艺的工业化应用将减少传统的无损检测,转而采用数字传感器和更快的在线检测工具,如视觉系统。
据迪亚兹介绍,尽管融合固化周期与热压罐固化预浸料机翼盒的周期相似,但整体周期时间应更短。“我们省去了大部分后续装配工序,也不必像处理预浸料那样进行垫片补偿,但我们的质量保持不变。例如,蒙皮的最外层与长桁的最内层之间的粘接无需中间的胶膜,即可改善机械性能并补偿公差。”这显然更高效,但他指出,零件生产速率最初并非驱动因素。“这种方法并非与单个零件的制造竞争,而是与完整的机翼盒装配体竞争。”
全尺寸验证件,认证之路
“我们仅有18个月的时间来完成这个项目,其中包括设计工艺和工装,以及制造工装和验证件,”Diaz说道。“到第14个月时,我们已准备好第一件验证件,计划于2020年2月下旬在JEC展会上展出(步骤3),但随后JEC因疫情取消。尽管项目于2020年9月下旬结束,但如果我们扣除因新冠疫情而无法工作的月份,实际上我们是在第16个月完成的。 我们之所以能够保持如此紧凑的进度,得益于我们内部的设计能力,以及能够利用我们的自动纤维铺放(AFP)和数控铣床制造工装原型的能力。”

步骤8. ACTI成型/固化装备和翼盒工具被吊装到标准移动卡车上,并重新安置至西班牙加的斯的Airbus DS工厂。
步骤9. 最终的机翼盒在空中客车加的斯工厂制造。此处展示了IIAMS项目用于飞行测试的左右机翼盒。
MTorres制造了一个简化的1米长演示件,以验证所有工艺参数。随后,首个全尺寸演示件得以生产。接着,工装和制造装备被转移至位于加的斯的空客防务与航天公司(第8步),并在那里生产出了最终演示件。这也是该项目的交付成果之一,证明了该装备能够轻松地在多个地点运输和安装。
正如侧边栏“IIAMS机翼盒认证路线图”所述,空中客车防务与航天公司在“洁净天空”计划中发挥了关键作用,从“洁净天空”计划中“绿色支线飞机”(GRA)综合技术验证机(ITD)的联合负责人,发展为“洁净天空2”计划中“机身”ITD的联合负责人,以及“区域”综合飞机验证机平台(IADP)中飞行试验台2(FTB#2)的负责人。FTB#2将包含其他复合材料和机身开发项目,包括驾驶舱和其他机翼组件。
为准备FTB#2开展的所有项目,实际上是空客一项更广泛、长期策略的一部分。其目标是开发一款更轻、更高效的未来涡桨飞机机身,以及更便宜、能耗更低、制造液体和辅助材料消耗更少的生产工艺,同时减少废料产生并提高可回收性。

液态树脂灌注路线图—通往认证之路IIAMS机翼盒演示验证机是多年策略的最新一步,旨在到2022年将干纤维AFP/树脂灌注机翼盒成熟至技术就绪水平6(TRL 6),并为其在未来的支线涡桨飞机上的认证奠定基础。IIAMS机翼盒的全尺寸部件结构测试将完成“洁净天空2”飞行试验台2(FTB#2)的设计鉴定要求。
“我们(空客防务与航天)正逐步完成从试样到外翼全尺寸结构测试的整个机体结构测试金字塔,” 希门尼斯·加赫特(A.E. Jiménez Gahete) 在2020年9月发表于《复合材料》杂志、题为《空客防务与航天采用干纤维铺放和液体树脂灌注工艺制造的高集成机翼盒段》的文章中解释道。材料表征测试、设计细节测试矩阵以及用于设计许用值的子部件测试均已顺利完成,并取得了积极成果。MTorres 协助进行了这些测试,包括制造测试试样和部件,以及用于验证机翼盒段制造工艺和设计细节的演示件。加赫特 表示,目前仅剩外翼全尺寸静力和功能测试,以获得 FTB#2 飞行资格。
迪亚兹表示:“单次灌注减少了接头数量,减轻了重量并提高了结构强度。”他指出,MTorres开发的新型干态胶带在加工过程中—包括自动纤铺丝(AFP)、热成形和灌注—以及部件的结构性能方面都取得了优异成果。他还提到,历史上曾有人怀疑树脂灌注复合材料能否达到与热压罐固化预浸料相同的结构性能和公差。
“要在单次成型工艺中,使用软性(非金属)模具达到同样的公差,是我们面临的最大挑战,”他承认道。“但我们已经证明了这项技术是可行的,并且能够生产出未来飞机所需的大型主结构。我们的下一步是继续推进数字技术的发展,并提升生产系统的便携性。”
补充
MTorres是一家全球领先的西班牙工业集团,专注于为航空、风能等行业提供高度自动化和先进的复合材料加工设备及整体解决方案,以其在纤维铺放(AFP/ATL)设备、镜像铣削设备等领域的领先技术而闻名,是商飞C919等项目关键设备供应商,提供从生产线设计到总装的交钥匙解决方案。

原文,《Advancing the OOA infused wing box》 2021.2.22
杨超凡 2026.1.19