
 English
English 简体中文
简体中文
































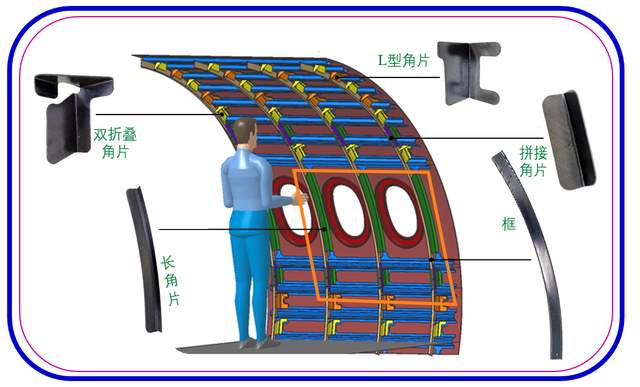
韩国航空航天工业公司通过焊接热塑性复合材料机身部件、树脂注入机翼蒙皮模块以及扭力盒演示器,不断提升其专业技术水平。

韩国航空航天工业公司(KAI)在2019至2023年间完成了多项大型热塑性复合材料(TPC)及液态树脂模压、非热压罐成型(OOA)验证件,并持续开展研发以巩固其作为新一代单通道客机与电动垂直起降飞行器(eVTOL)复合材料机身全球量产一级供应商的技术优势
韩国航空航天工业公司(KAI)是韩国规模最大、业务最全面的航空航天制造商。总部位于泗川市,成立于1999年,由三星航空航天、大宇重工航空航天部门和现代空间与飞机公司合并而成。KAI设计、开发和制造军用及商用飞机,提供飞机维护和升级服务,并向空客、波音、巴西航空工业公司、贝尔直升机、以色列航空航天工业公司、Aernnova和柯林斯航空航天公司提供飞机零部件。该公司还设计和制造无人机、卫星以及太空运载火箭部件。
KAI稳步提升其专业能力,通过与洛克希德·马丁公司联合研制的T-50超音速战斗机(包括尾翼和控制面)以及结构重量占比超30%的KUH"Surion"直升机(含复合材料尾梁和旋翼桨叶),实现了大型复合材料主承力结构的规模化应用。韩国KF-21"Boramae"战斗机项目标志着KAI已具备独立开展复合材料设计与分析的能力,包括机翼、尾翼和机身壁板等核心部件。
作为全球空客和波音供应链的一部分,KAI开发了用于机翼和机身组件的自动纤维铺放(AFP)技术和先进热压罐固化工艺。该公司还投资了树脂传递模塑(RTM- resin transfer molding)技术,并开始研究其他非热压罐(OOA- out-of-autoclave)工艺以及热塑性复合材料(TPC- thermoplastic composites)。在尖端制造和研发设施的支持下,KAI持续推动复合材料技术在其各业务领域的发展。
关键案例是KAI在2019-2023年间研发的3米高、2米宽的TPC机身段,其中包含自动铺丝成型蒙皮、连续压缩成型(CCM- continuous compression molded)长桁、冲压成形角片以及再生材料压缩成型的舷窗框,并采用了感应焊接和电阻焊接进行装配。该公司还最新展示了一款1.5米长的感应焊接TPC机翼控制面。
在2019-2023年的另一项目中,KAI研究了OOA结构,包括采用树脂灌注工艺制造的4.1×1.5米弧形机翼蒙皮段(带整体桁条)以及使用灌注与同等合格RTM(SQRTM-)工艺的扭力盒验证件。
这让人联想到由空客主导的多方合作项目,如“多功能机身演示件,MFFD-Multi functional fuselage demonstration”和“明日之翼,WOT-Wings of Tomorrow”计划。韩国航空航天工业公司(KAI)完成了这些研发工作,旨在探索与传统复合材料相比可能存在的竞争优势及技术成熟度。KAI材料与工艺团队负责人宋敏焕(Min Hwan Song)博士表示:"我们得到了韩国政府的支持,以深化理解、提升专业能力,并巩固我们作为一级供应商的地位,为下一代单通道飞机和电动垂直起降(eVTOL)机体结构的高产量生产做准备。"
TPC机身验证壁板

KAI的TPC机身壁板演示器首先通过以下步骤进行蒙皮制作。
"我们制作这款验证机的目标是为未来飞机可能采用TPC结构做好准备,"宋(Song)表示,"同时为原始设备制造商(OEM)拓宽选择范围。"为实现这一目标,韩国航空宇宙产业(KAI)与韩国制造商、研究机构和大学展开合作,并获得了荷兰皇家航空航天中心(NLR, Marknesse)的协助,还借鉴了东丽先进复合材料公司(TAC, 荷兰尼杰尔达)的专业技术——该公司使用英国威格斯(Victrex, 克利夫兰斯)的LMPAEK聚合物制作了TC1225碳纤维预浸料。
"我们选择这种材料,是因为相比制造主结构常用的PEEK和PEKK,其加工温度相对较低,"KAI公司TPC项目高级研究工程师李海东(Haedong Lee)解释道,"由于TPC材料的特性,加工温度越高,工艺窗口的设定就越困难。高温还会延长加工时间,且因辅助材料劣化及模具热膨胀导致质量稳定性难以控制。"
该项目首先制作了宽1.3米、高1.0米的技术成熟度验证件(TRP- technical readiness part),包含两根长桁、三个框和两个窗框,旨在发现潜在问题并在最终验证件生产前确定工艺参数。尺寸选择基于现有装备和预算条件。
AFP蒙皮+固结
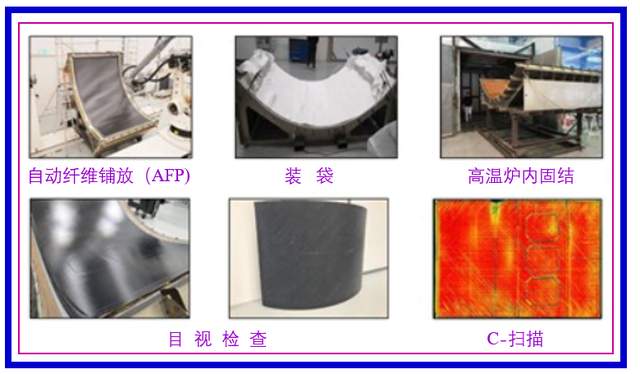
AFP铺放和机身蒙皮的固结是在NLR使用其Coriolis Composites(法国Quéven)AFP设备和0.25英寸宽的单向(UD)胶带完成的。"我们评估了热压罐、烘箱和原位固结,"宋说,"由于后者铺放速度慢且内部孔隙率高,需要加热模具来缓解热应力,因此排除了它。为了生产更具行业挑战性和成本竞争力的零件,我们选择了烘箱固化,并实现了与热压罐固化样品相当或相似的孔隙率水平。"
“由于热塑性树脂的高粘度,在仅使用1巴压力的真空袋工艺(VBO-vacuum bag only)中对大型3×2米蒙皮进行烘箱固结时控制内部空隙是最具挑战性的部分,” 李指出。“随着蒙皮厚度和尺寸的增加,出现空隙的风险也随之上升。”为解决这一问题,KAI优化了袋装材料的布局—特别在蒙皮的内外模线(IML、OML)上应用剥离层—并在自动纤维铺放(AFP)过程中阶梯式铺设边缘,以改善固化过程中边缘挥发物的排出。
KAI还采用了两步固结工艺,整个过程在7小时内完成。"首先在285°C下保温使预成型件/模具达到热平衡,"宋解释道,"这促使预成型件整体均匀熔化,在最终355°C保温前减少了内部滞留空气。"该固结循环工艺由TAC推荐,同时推荐的封装材料还包括来自Airtech国际公司(美国加州亨廷顿海滩)的以下产品:A8003G型粘性胶带、Release Ease 234 TFP脱模布、UHT Airweave US7781型玻璃纤维透气毡以及50微米厚的Thermalimide封装薄膜。此外还使用了铝板垫板以及UBE株式会社(日本东京)生产的Upilex耐热聚酰胺脱模薄膜。
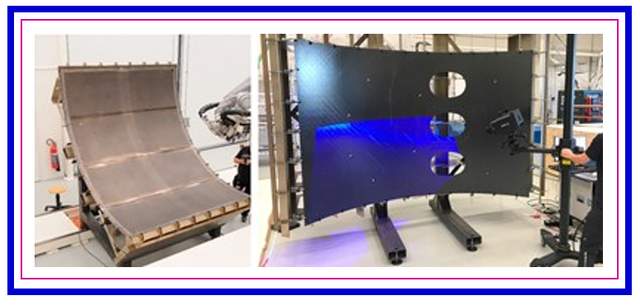
TPC蒙皮铺设与固结模具由四块科瓦合金焊接而成(左图),而金属框架则用于垂直固定已完成蒙皮,以便通过结构蓝光扫描仪进行检测(右图)
对于铺层和固结模具,KAI原本计划采用科瓦合金(Kovar),这是一种铁镍钴合金,其热膨胀系数(CTE-coefficient of thermal expansion)极低,类似于因瓦合金(Invar)。然而,在项目周期内难以获取与机身蒙皮表面积相当的大型科瓦合金材料。"因此,我们获取了四块科瓦合金并通过焊接拼接,"李解释道,"尽管在高温烘箱固结过程中存在真空泄漏的风险,但在荷兰航空航天中心(NLR)的技术支持下,我们成功使用了该模具,未出现重大故障。"
该模具设计时已考虑到补偿因模具与零件之间热膨胀系数差异导致的变形,以及冷却过程中的内应力影响。“这意味着铺层和固结阶段的模具轮廓与CAD中指定的不同,”李解释道,“因此不适合作为外模线检测工具来检查成品零件的变形情况。”
相反,KAI设计了一个具有正确曲率的金属框架,并将其安装在鸭脚支架上,以便在垂直竖立蒙皮时进行检查。这种做法防止了蒙皮表面因重力作用而发生平面弯曲变形。按照复合材料行业沿用数十年的标准方法,每隔300毫米对蒙皮施加4.5公斤载荷,以确保其与检测框架充分接触。使用ATOS 5(德国奥伯科亨蔡司公司生产)结构蓝光扫描仪对内模线表面进行计量扫描的结果显示效果良好,而塞尺检测则表明金属框架与外模线表面之间的间隙近乎为零。
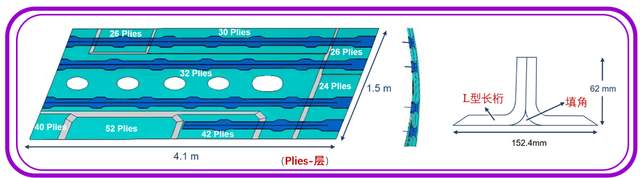
该成功完成的蒙皮部件实现了每分钟30米的快速铺放速度,通过无损检测(NDI-nondestructive inspection)和包括差示扫描量热法在内的破坏性测试证实,其孔隙率低于1%且结晶度充分。"我们验证了烘箱固化自动铺放工艺可作为热压罐在薄壁结构制造中的可行替代方案,"宋表示,"但热压罐固结能为更厚结构提供降低空隙率和孔隙度所需的高压。在机身蒙皮制造中,我们围绕舷窗铺设了40层材料并取得良好效果,因此将继续探索该工艺的厚度极限。"
CCM长桁
连续压缩模塑(CCM-Continuous compression molding)技术在生产长桁等零件时表现优异,宋先生指出。但最终演示件所需的Ω型长桁需要12层铺层,铺层顺序为[45, 0, -45, 90, 45, 0, 0, -45, 90, -45, 0, 45]。"这需要对标准的0°单向带卷材进行再加工,"他解释道,"需按±45°和90°方向切割、缝焊后重新卷绕成相应角度的卷材—整个过程耗时费力。如果材料供应商能直接提供这些预制成型的卷材,CCM技术将展现出显著的生产效率优势。但该技术的竞争力仍存疑,因为这种材料的预期成本也将远高于传统热固性预浸料。"
为制造12根1.9米长的长桁,KAI决定省去材料准备时间,直接使用12英寸宽的UD胶带通过点焊制成平板坯料。随后这些坯料在韩国纺织开发研究院(位于韩国大邱)使用Teubert(德国布隆伯格)CCM成型机进行加工成型。
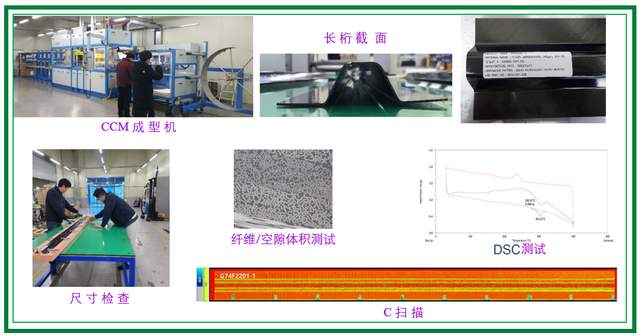
采用连续压缩成型(CCM)工艺生产了12根1.9米长的长桁,这些长桁后续将被焊接至完成的TPC蒙皮上。
李指出,早期出现的厚度方向裂纹"源于CCM压机加热区温度不足和结晶不充分"。该CCM装备在压制区域设有加热区,可执行加热、成型(同时保温)和冷却(固结)工序。"如果冷却速率过快,"他解释道,"热塑性树脂无法充分结晶,当成型压力作用于冷却区的部件时,就可能产生厚度方向的裂纹。"这些问题在小型TRP验证件生产过程中已被发现并解决。通过优化加热区温度,我们最终实现了100%的结晶度,消除了1.9米长的长桁上的裂纹。借助对成型冷却过程中变形特征的分析,我们在模具中加入了补偿设计,从而将孔隙率控制在<1%,同时实现了厚度均匀性和几何精度的高度一致。
冲压成型框、连接角片
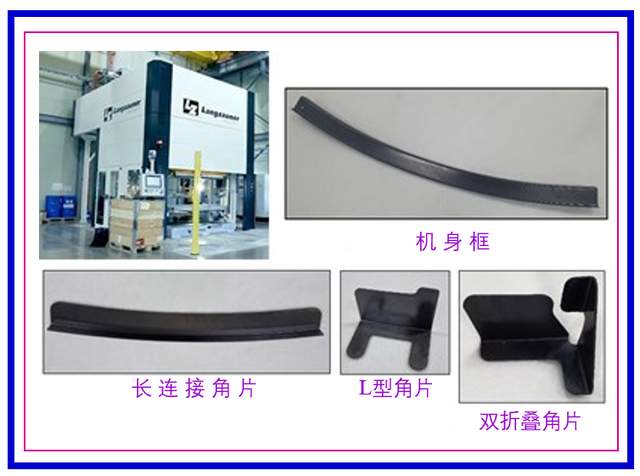
KAI为TPC机身壁板演示器制作了冲压成型的框和角片。
宋表示,根据压机尺寸的不同,冲压成型被认为是生产中型至大型热塑性复合材料(TPC)零件(约3米)最可靠的工艺。KAI利用其自主研发的1000千牛压力机(压板尺寸500×500毫米)生产小型角片(120×30×60毫米,长×宽×高),并采用350-4000千牛的Langzauner(奥地利兰布雷希滕)压力机(压板尺寸2000×1000毫米)制造长型角片(680×30×60毫米)和框 (1200×50×60毫米)。
UD TC1225胶带层压板由工装框架中的张紧器固定,在红外烤箱中预热后通过机器人转移到压机中。最初的TRP部件验证了变形补偿工装的有效性,同时通过优化层压板和张紧器,并利用AniForm软件(AniForm Engineering,荷兰恩斯赫德)进行成型分析,减少了压制过程中的褶皱。最终,生产出了四个1.5米长的框用于最终展示件,以及更复杂的双折叠和L型角片,所有零件的纤维体积分数(FVF- fiber volume fraction)均为58-60%,具有足够的结晶度、恒定厚度和<0.1%的孔隙率。<>
“最具挑战性的环节是开发大型曲面框的冲压成型工艺,”李解释道,“每个框被分成三个部分进行冲压加工,随后通过紧固件组装成整体结构。但这类零件常用的准各向同性层压板在冲压过程中容易引发纤维褶皱。以往我们需要在自动纤维铺放(AFP)阶段采用纤维导向(fiber steering)技术来解决,但这次通过优化张紧工艺成功攻克了这个难题。”
压缩成型回收材料
KAI希望探索利用回收废料和加工废料制造部件,因此设计了600×450毫米的客舱窗框结构,在机身模块中验证这一理念。团队收集了蒙皮、长桁、框和角片制造过程中产生的TC1225 UD材料废料并进行粉碎处理。

将来自蒙皮、长桁、框和角片的废料粉碎并筛分成约1英寸长的薄片,与纯树脂混合后挤出成型,随后放入匹配的模具中,经压缩模塑制成窗框。
"我们原本希望采用1英寸长的纤维来获得更高机械性能,"李解释道,"并在粉碎环节尝试控制纤维长度,但最终仍存在长短不一的情况。通过筛分获得相对均匀的薄片后,我们混入LMPAEK纯树脂颗粒进行高温处理以提升成型能力。"随后将挤出混合物置入配套模具进行压缩成型。
"尽管混合材料在模具内的分布相对不均匀,但高树脂比例确保了型腔的完全填充,"宋指出。"树脂比例较低的区域增加了表面缺陷,降低了纤维的铺展性,从而导致产品内部FVF存在差异。"尽管如此,KAI仍成功模制出孔隙率<0.1%、结晶度100%、平均fvf达30%的部件。<>
机身壁板组装
组装工作从将长桁感应焊接至机身蒙皮开始。KAI采用了美国纽约州罗切斯特Ambrell公司的10千瓦感应加热系统,并与自主研发的机械臂集成。"我们最初与NLR合作探索了织物有机板材和单向带两种方案,"李指出,"而为单向带设计和优化感应线圈更具挑战性。"

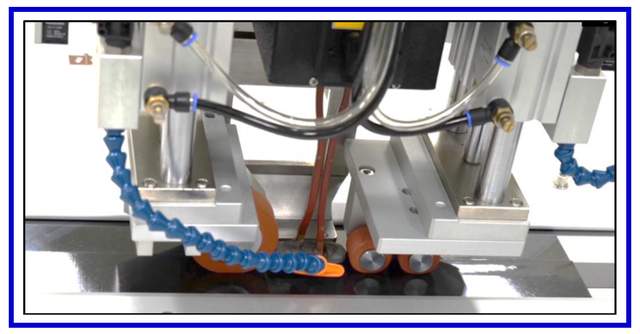
TPC演示机的组装从将长桁(图中蓝色部分)感应焊接到蒙皮(顶部)开始。感应焊接头(右上)采用多滚轮加风冷系统(蓝色管道)。长角片采用电阻焊与蒙皮连接,而双折角片、L型角片和拼接件则使用粘接工艺。
"焊接过程中,我们使用滚轮施加压力,"他继续解释道,"但精确定位到感应加热熔融界面的确切位置十分困难。我们还用空气冷却感应线圈附近的复合材料表面,该区域容易过热。我们在感应焊接界面实现了快速加热和冷却,但冷却过程阻碍了充分结晶,导致变形。为此,我们在焊接模具中加入了加热筒来减缓冷却速度。"
在框组装过程中,KAI采用电阻焊将长角片固定于蒙皮,同时使用航空级环氧树脂胶粘剂将小型连接件—包括双折角片、L型角片以及拼接件—粘接到机身蒙皮与框上。随后通过机械紧固件安装窗框结构。
对于这两种焊接工艺,KAI通过精确控制接头及周边层合板温度,实现了高强度焊接且不损伤材料性能。该工艺有效解决了边缘效应问题,并最大限度减少了未焊接区域。"在长桁焊接中,"李解释道,"25.4毫米宽的构件约有17毫米区域采用感应焊接,单搭接剪切测试强度达到25兆帕。超声波C扫描显示焊接接头超声衰减低,具有优异的完整性。"
KAI持续推动技术发展。"通过改进加压方式及其他方面的优化,"李表示,"我们现在无需使用感受器或树脂薄膜,仅通过感应焊接就能实现32-35兆帕的焊接强度。"他指出KAI尚未尝试在已内置金属网雷击防护层(LSP-lightning strike protection)的结构件上进行感应焊接。本次演示件采用的是先感应焊接后加装LSP的工艺方案。"但这正是我们正在攻关的方向,"李补充道,"我们同时也在探索,是否可以通过在成型件外层铺设碳纤维织物来实现回收零部件的感应焊接组装。"
机翼蒙皮验证件
KAI的第二个重点项目采用液体树脂成型工艺制造机翼蒙皮与翼盒结构。项目再次使用TRP研究样机来识别潜在缺陷并优化工艺参数。针对机翼蒙皮演示件,团队将1.5×1.2米的TRP样件升级为4.1×1.5米规格,并赋予蒙皮更复杂的几何形状与曲率设计。
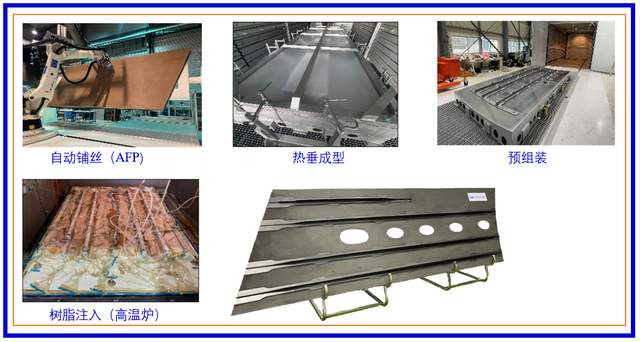
KAI的机翼蒙皮模块演示器采用了自动纤维铺放(AFP)技术铺设干纤维单向带作为蒙皮和桁条坯料。通过热压成型工艺制造L型长桁预制件,并对组装好的蒙皮-长桁铺层进行树脂灌注,最终形成整体融合结构。
与"明日之翼"项目中采用的无卷曲织物(NCF-noncrimp fabric)不同,KAI公司使用了干纤维带的自动铺放技术(AFP)。"这使我们能够制作出具有竞争力的原型机,相比NCF预成型件大幅减少了材料损耗,"宋表示,"在这个验证机上,我们采用了15.3米单通道飞机主翼的翼型,选取了包含完整长桁、短长桁和检修舱门等关键特征的典型截面进行制作。"
经过评估分析,KAI选用了赫氏公司(美国康涅狄格州斯坦福德)生产的HiTape单向带和HexFlow RTM6-2环氧树脂。0.25英寸宽的纤维带以0.6米/秒的速度完成自动铺放。长桁制造首先通过自动铺放形成坯料,再使用热压成型装备加工成预制件。"这套系统是KAI通过与工装夹具合作伙伴共同开发的,"李解释道,"它被安置在加热炉内,采用可重复使用的硅胶膜,当炉温达到特定值时即启动真空压力。"
长桁在120°C下预成型15分钟后与AFP蒙皮进行组装。"为确保长桁定位精度,我们在根部和尖端部位都安装了导向模具,"宋解释道,"对于较短长桁的初始定位,除了根部导向模具外还专门制作了独立夹具辅助定位。"
烘箱,树脂灌注
完成后的皮肤成型器组件随后被装入真空袋中,并准备进行灌注。“为了克服树脂供应不足的问题,”宋指出,“从一开始就确立树脂进、出口的设计与容量以及整体的灌注设置至关重要。另一个关键因素是树脂制动器——从部件最大包络线末端(MEOP- maximum envelope of par)无流动介质处算起的长度——它控制着树脂在平面内的流动速率。其他关键因素还包括所使用的流网层数量以及模具工具的表面粗糙度,这两者都会影响树脂的流动情况。
融合和固化过程均在烘箱中进行。"我们这样做是为了确保温度分布均匀,因为树脂粘度对温度高度敏感,"李解释道。"树脂输送管线采用了耐热材料,并内置铜管以增强耐热性。"首先在120±5℃下保持120分钟以确保树脂充分浸渍,随后在180±5℃下进行第二阶段固化。未进行后固化处理。
该部件制作成功,使KAI能够积累专业知识,将模拟与实际树脂流动及加工时间进行对比,并根据原始设备制造商(OEM)的生产效率要求对这些参数进行评估。
采用灌注技术的扭力盒,SQRTM
该计划的下一阶段包括制造两款多梁式扭力盒演示件,这些样机取材自一款大型飞机水平尾翼的设计(编译注:是波音787的水平尾翼)。两款样机均包含两层蒙皮和四根梁(主承力梁用于加强盒体结构,而长桁仅用于加强蒙皮),其中一款采用树脂灌注工艺,另一款则采用 SQRTM 技术。SQRTM 始于预浸料铺层,而非干纤维预成型体,并通过匹配模具的 RTM 工艺将相同树脂从预浸料中注入。正如 2010 年 CW 杂志的一篇文章中所述:“树脂的目的并非浸透预浸料,而仅是为了在模具内维持稳定的静水压。”其结果是制造出一款使用已获认证的航空航天材料的优质部件。
"我们得以对比两种工艺的成果,并评估各自的优缺点,"宋表示,"同时针对每种工艺优化了扭力盒的造型、成本和交付周期,获得了关于质量、生产时间和成本的实践经验值。"

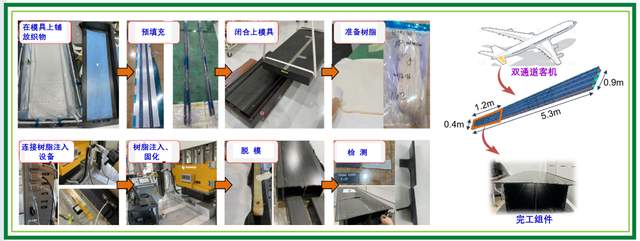
KAI树脂注入扭力盒示范件的工艺流程包括对蒙皮-梁层压组件进行双真空袋封装,以及该公司在烘箱内进行的树脂注入工艺。
这款树脂注入扭转盒长5.3米、宽0.9米,采用了来自美国俄亥俄州辛辛那提A&P Technology公司的QISO三轴编织织物。KAI公司SQRTM项目高级研究工程师吴承洙(Seung-su Woo)表示:"织物选型始于对编织预成型件及其特性的研究。"由于单组分RTM 6树脂受危险品运输限制,KAI采用了双组分HexFlow RTM6-2树脂。赫氏(Hexcel)公司宣称两者具有完全相同的化学成分和性能,但吴承洙指出RTM6-2确实需要额外的预处理、预热和混合工序。
材料被切割并手工铺放在模具上。翼梁首先使用高密度纤维板(HDF)进行预成型。蒙皮与梁的组件随后被放入真空袋中密封。"树脂灌注的一个缺点是泄漏风险很高,"吴承洙说道。"为了克服这一点,我们采用了一种称为双重袋装的技术。我们先是使用了常规的真空袋材料,然后用包装薄膜作为主真空袋。接着我们又添加了透气材料并覆盖了第二层包装薄膜,这就形成了第二个真空袋。即使第一个袋子出现泄漏,第二个袋子也能维持真空压力,从而有效地消除了泄漏的风险。"
将双层复合袋压层板放入树脂灌注炉中。RTM6-2树脂经过脱气处理后,在模具温度95-100℃、树脂温度90-95℃条件下注入干燥预成型体。灌注过程耗时70-80分钟完成,随后在180±5℃下固化120分钟。
该结构件成功制成后,通过超声波C扫描检测其质量,并测试验证了层压板的玻璃化转变温度和固化程度。采用激光跟踪仪对蒙皮进行了尺寸检测,同时对翼梁的位置、厚度及曲率半径进行了测量。李指出,测试过程中发现的最显著问题是翼梁曲率几何形状存在不一致性,特别是在真空袋压侧。"最终结论是,必须通过改进模具或调整制造工艺来解决这个问题。"
KAI采用相同认证树脂传递模塑(SQRTM- same qualified resin transfer molding)工艺制作扭力盒演示件的步骤。
SQRTM扭力盒尺寸较小,长1.2米×宽0.4米,以降低匹配模具所需的成本。KAI采用赫氏(Hexcel)HexPly 8552环氧树脂预浸料搭配平纹碳纤维,并使用美国犹他州盐湖城Radius Engineering的RTM装备进行树脂注入,同时结合KAI的Langzauner压机施加固化压力。树脂注入温度为104±°C,并在180±5°C下约5小时内完成固化。
“我们通过生产TRP原型改进了这一工艺,并取得了令人非常满意的成果,” 吴承洙说。“尽管我们通过树脂灌注获得了高质量的结构,但我们认为SQRTM或RTM更适合这些盒式结构,因为匹配的模具能带来更精确的几何形状。灌注工艺的单面模具会导致袋侧零件特征的精度问题。最终,这项工作进一步提升了我公司在OOA工艺方面的内部技术能力和专业知识。”
合格材料,未来生产
KAI已获得韩国适航部门对TC1225材料、HiTape干纤维UD带及HexFlow RTM6-2树脂的认证。"这些材料性能数据可用于国产机身部件的研发,"宋表示,"但根据具体结构可能需要测试更多性能参数。特别是对于热塑性复合材料(TPC),已为未来在国内自主飞行器上的应用奠定了基础。"
“然而,我们认为焊接技术还需要进一步研究才能达到热固性复合材料粘接工艺(共粘接、共固化、二次粘接)的成熟度,”李说道。“KAI正在持续研究感应焊接、电阻焊接和超声波焊接,同时我们也认为热塑性复合材料废料的模塑成型是一种环保工艺。尽管纤维长度和分布不均可能导致零件物理性能不一致,但随着技术的进步,我们看到了这类材料在次级结构件上的巨大应用潜力。”
宋表示:"我们持续专注于为各大OEM项目开发和制作机身部件,目标是支持新一代单通道飞机实现每月60-100架的产量。这些示范项目发挥了关键作用,帮助我们锁定最具竞争力的工艺来生产高质量复合结构,并缩短节拍时间。随着客户提出更高产量需求,我们将建立相应的基础设施来满足要求。"

原文,《KAI demonstrates thermoplastic and infused structures for future airframes》 2025.12.22
杨超凡 2025.12.23