English
English 简体中文
简体中文
































Airborne在空客、吉凯恩航空航天和帝人汽车技术公司的自动铺层系统,达到最大限度地提高灵活性和智能自动化。

自动铺层机器人。Airborne的自动铺层(APP- automated ply placement)技术代表了机器人技术、智能软件和工艺优化的进步。这是一种机器人操作、自动化和模块化的预成型解决方案,可在树脂传递模塑(RTM)加工之前最大限度地提高复合材料部件的设计和材料自由度
复合材料在汽车和飞机制造中的应用正在激增。这是由于它们的许多优点,如重量轻、强度、耐用性、耐腐蚀性和设计灵活性。随着这些行业对复合材料组件的需求持续增长,生产复合材料组件所需的高速率、高精度、柔性、智能化和模块化制造技术也在不断增长。复合材料制造系统公司Airborne(荷兰海牙)开始通过创建一个称为自动铺层(APP-automated ply placement )的概念来解决这一问题。
APP是一种机器人操作、自动化和模块化的预成型技术,在树脂传递模塑(RTM)加工之前最大限度地提高复合材料部件的设计和材料自由度。它代表了机器人技术、智能软件和过程优化方面的进步。
Airborne董事总经理Joe Summers解释道:“由于机器人和自动化软件的高精度,APP使工程师能够在不受手动铺放限制的情况下设计出最佳性能。研发自动铺层是为了提高精度、减少浪费,并使任何形式的复合材料都能在自动化制造中生产。”
Joe Summers继续说道:“许多复合材料都是以一卷材料的形式出现的。”。“自动铺丝(AFP)和自动铺带(ATL)将复合材料转化为基于胶带的层压板,仅限于以狭缝胶带形式提供的一小部分复合材料。从胶带形式开始,通常是单向(UD)材料,限制了优化最终零件的范围。相反,APP可以使用所有材料形式——不仅是干纤维、预浸料或热塑性UD带,还可以使用无卷曲织物等纺织品,以及薄膜、金属分层片材(如用于制作夹芯板的芯材)、预固结亚层压板或成片的同质材料。”
02自动铺层分解
在工艺的第一阶段,APP使用传统的输送刀具将帘布层精确切割成所需形状。然后,APP机器人拾取帘布层,并使用基于摄像头的视觉系统评估其准确性。它检查帘布层的几何形状是否正确,验证每个切割帘布层的精度质量,并测量帘布层在机器人末端执行器上的定位方式。

自动铺层机可使用多种材料形式。标准的输送机切割机在加工的第一阶段精确地切割帘布层。APP可以使用多种材料形式,包括干纤维或热塑性UD带、无卷曲织物等纺织品、薄膜、金属分层片材(如用于制作夹芯板的芯材)、预固结亚层压板或贴片同质材料
准备进行加工的复合材料层被定向并放置在焊接台上——该软件调整机器人的动态运动,以确保准确放置。按照制作2D定制坯料层压板所需的正确顺序,将夹板堆叠在焊接台上,并通过超声波或热引脚焊接进行焊接。焊接激活了干纤维材料中的粘合剂,也可用于热塑性复合材料。这个过程对于预浸料坯来说是不必要的,但可以集成去除箔或衬纸的中间步骤。
未准备好进行加工的切割层存储在缓冲系统中,从而实现“无序”嵌套。这减少了材料浪费,因为帘布层是为生产预先准备的,提高了运营成本和可持续性。在焊接处理好的层压板后,机器人将层压板准确定位在热褶皱成型器上,为RTM做准备。机器人修剪工作站用于修剪预成型件的外边缘,确保在模具中紧密配合。
对于RTM零件制造,将准备好的网状预成型件插入刚性模具的空腔中,类似于注射成型中使用的模具。刚性模具可以施加>1巴的压差,从而提高浸渍质量,从而提高层压质量。
在封闭空腔之后,预成型件被压缩到最终的纤维体积含量。树脂通过一个或多个注射门注射到空腔中,以完全浸渍零件,然后在所需温度下固化并脱模。RTM在复合材料零件的批量制造方面的主要优势是能够自动化工艺以提高生产率。
Airborne CTO Marcus Kremers强调:“准确的预成型件对于RTM来说尤其重要,以确保树脂的良好渗透并避免零件中的缺陷。”。“作为RTM复合材料生产线的一部分,APP可以非常准确和重复地控制复合材料的制造过程,而无需休息或接受精细工作的培训,将人为因素和相关变化从复合材料制造过程中去除。”
Airborne的制造即服务(MaaS)商业模式使客户能够购买或租赁其自动化系统。APP的可定制特性意味着客户可以定义自动化工作站的功能。这提供了优化的制造解决方案,以支持汽车、航空航天和可再生能源等行业以及技术研究中心、制造公司等的各种需求。
03空客Getafe(赫塔菲)制造A350部件
空中客车公司(法国图卢兹)在其西班牙Getafe(赫塔菲)的生产工厂使用Airborne的APP,自动制造碳纤维增强聚合物(CFRP)后机身梁和维护门框的预制件,空中客车公司称之为A350XWB机身的第19段。后机身采用共固化CFRP蒙皮长桁整体筒,尺寸为6×5米。梁支架和门框集成为一个单独的、共同注入的RTM部件,将两个长梁、两个过梁和四个框结合在一起,面积为3平方米。



空客A350XWB机身19段,使用RTM制造后机身梁和维修门框
19段集成框架使用单组分RTM6环氧树脂和中模量(IM)碳纤维增强材料,逐层定制,并与赫氏(Hexcel-美国康涅狄格州斯坦福德)合作开发。优化采用并行方法,包括原材料的同时开发、结构设计,制造工艺和工业制造解决方案。
2D预成型件是使用UD、非卷曲和编织织物手动创建的,然后热悬垂形成3D形状,组装成梁结构并注入RTM6树脂。空客公司开发了一种定制的RTM工作站,并将其描述为高精度RTM,并补充说,这是制造这些高负载初级结构的有效方法。
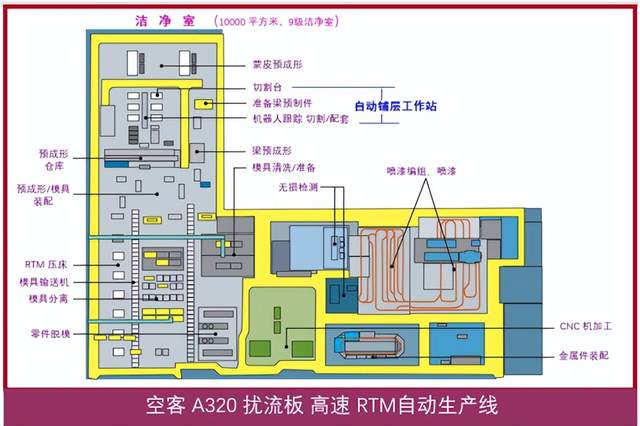
空客公司为该项目自动化预制件生产的主要驱动力是通过取代涉及许多步骤的手动操作来提高质量控制。空客及其一级供应商已将定制RTM工作站中的这种自动化用于各种零件,如“高速率、自动化RTM生下一代扰流板”(见本文后面补充图“空客A320扰流板 RTM自动生产线”),这不仅是为了提高质量和减少浪费,也是为了满足不断提高的生产率,例如该公司承诺到2026年每月生产75架A320飞机。
Airborne在开发APP系统以满足该项目的需求方面面临着一些挑战。首先,零件的尺寸相当大。因此,Airborne公司对空中客车公司的工作站进行了改造,使其能够处理最大尺寸为3.5米的预制件。该项目还涉及各种帘布层形状和多种材料。Airborne附带的自动编程软件技术被用来解决这些挑战。最后,该系统通过自动挑选和放置生产干纤维预制件,这是空客公司的第一次。因此,空客公司正在对APP技术进行鉴定,并将为其提供支持,以确保其符合生产标准。
04汽车一级供应商
满足汽车行业的高生产率和高质量需求是制造机械最具挑战性的壮举之一。随着复合材料在汽车设计和制造中不断取代其他材料,生产帘布层并将其组装成层压板和部件越来越成为一个关键问题。APP的第一个汽车应用程序是为帝人汽车技术有限公司(Teijin automotive Technologies-美国密歇根州奥本山)法国Pouancé工厂生产的高度工程化干纤维RTM零件开发的。
帝人汽车技术有限公司是一家一级汽车零部件供应商,提供使用各种技术制造的零部件,包括片状模塑化合物(SMC-sheet molding compound)、热塑性复合材料、热固性预浸料和RTM。整合APP的驱动因素是帝人的客户需要一个完整的复合材料门,用于一辆具有完全道路适应性的高性能跑车,包括符合碰撞安全法规。

帝人汽车科技的APP系统管理着一个使用干纤维RTM生产的全复合材料门
“主要的挑战是设计和制造复合材料的碰撞结构,”帝人汽车技术公司的Marc Philippe Toitgans说,他是该公司法国庞塞工厂的研发总监。“传统上,复合材料门有一个抗碰撞的金属结构,要用复合材料代替它,需要对复合材料结构进行非常准确的预测和可重复性研究,以确保结构的安全性和合格性。”
Toitgans继续说道:“在制造过程中,每个帘布层的准确放置至关重要,尤其是亚表层的纤维角度。”。“使用传统的手动铺层工艺,无法实现高精度的重复性,而APP对每个铺层的视觉检查和精确的机器人放置可以实现。”
Toitgans补充道:“另一个优点是APP可以准确地切割和放置超过30层2至300克的帘布层,这消除了间隙和重叠的问题,如果使用AFP,则需要进行管理。”。AFP放置干纤维带或丝束有很多优点,但挑战在于准确性,尤其是丝束本身对带/丝束的宽度也有一定的公差。

对于零件厚度的变化,如上面所示的那样,叠层,在需要的地方增加额外的层以提供强度,并在应力较低的区域减少厚度
Toitgan指出,即使可以控制准确性,也会有许多间隙或重叠,这可能会影响悬垂(存在间隙的区域可能会出现褶皱)或输液(不同的渗透性)。“APP消除了这一挑战,”他说。门的2D定制坯料制成后,通过先进的定制RTM成型工艺将其成型为3D零件。
对于帝金人汽车技术公司来说,干纤维RTM是提高其复合材料技术的速度和准确性的一项重要战略技术。该公司已经在进行未来的APP制造方法和设备项目。
05吉凯恩(GKN)航空英国全球技术中心
吉凯恩(GKN)航空公司(英国Redditch)英国布里斯托尔全球技术中心(GTC- Global Technology Centre)将于2023年第三季度完成机载APP技术的首次安装。这座占地10000平方米的研究中心拥有300名工程师,并与大学、英国弹射器网络和吉凯恩航空英国供应链合作进行研发,支持航空航天脱碳技术的设计和开发。
它也是吉凯恩(GKN)航空航天在空中客车“明日之翼”技术项目中的技术合作伙伴关系的基地。GTC的主要产出将是新一代增材制造(AM-additive manufacturing)、先进复合材料、组件和工业4.0工艺,以实现飞机结构的高速生产。其自动预成型工作站,在GKN Aerospace内部被称为先进的自动预成型技术(ADAPT-advanced automated preforming technology)工作站,采用了英国Airborne公司开发的APP技术。

Airborne APP系统将安装在英国布里斯托尔的吉凯恩航(GKN)空航天全球技术中心
GKN Aerospace复合材料首席技术专家Kevin Barlow解释道:“ADAPT工作站将是开发用于制造高速率和可持续RTM加工部件的干纤维复合材料零件的坚固、可重复和灵活的自动沉积、成型、预成型、修剪和检查的关键。”。据“CW-composite world”2023年2月报道,英国ATI-资助的ASCEND项目将首次利用该设备的使用,开发并展示两个关键的演示者,即集成翼尖和机翼后缘试验件,以达到TRL 6的成熟度。”
Kevin Barlow指出:“重要的是,ADAPT工作站将能够在未来的技术计划或客户互动中快速展示其他关键目标产品,并展示先进的超导和低温实验电源演示器(ASCEND-Advanced Superconducting and Cryogenic Experimental powertraiN Demonstrator)中可交付成果中的‘供应链驱动的开发’部分。”。
吉凯恩(GKN)航空公司的ADAPT工作站构成了自动化系统的一部分,该系统的子系统包括Airborne-supplied APP、Assyst Bullmer(英国韦克菲尔德)的帘布层切割机,PAC集团(英国,北爱尔兰,贝尔法斯特)的热褶皱成型机和Accudyne系统公司(美国,特拉华州,纽瓦克)的预成型件修整模块。 Summers补充道:“ASCEND计划促进了对当今复合材料技术的更多采用,新技术的工业化,并加快了航空航天生产率,以满足未来的大批量市场需求。”。“此次合作将有助于开发英国整个供应链的技术,以开发制造未来可持续空中交通和道路车辆所需的轻型结构所需的先进材料和自动化设备。”
06自动化编程,复合材料4.0
APP系统的关键的4.0技术是 Airborne的自动化编程软件。传统上,机器人是由人类使用编程语言进行编程的。这一过程可能耗时且容易出错,需要并非所有制造商都具备的专业技能。
自动化编程意味着人类程序员不需要教机器人如何执行任务,从而实现完全自动化的制造过程。该软件接受设计和操作输入,并将其直接转换为每个层的正确机器人代码和过程设置。这是动态完成的,如果操作员上传新的设计或提供新的帘布层形状,系统将进行调整,这使其易于在车间实施。
这种软件驱动的自动化方法使系统非常灵活,因为可以很容易地适应设计或材料的变化,而无需对机器人进行教学或重新编程。除了消除对人工编程的需求外,自动化编程还可以自动化需要更大灵活性的更复杂任务,并自动化更全面的制造流程,从而显著提高生产力。
APP软件由Airborne为自动化配套过程创建的技术演变而来,该技术将嵌套、切割、标记和配套的生产步骤集成到一个生产工作站中。Airborne的软件将这些制造步骤集成到一个程序中。
Kremers说:“软件开发对于实现复合材料中的拾取和放置的工业化和采用具有重要意义。”。“进行研发设置是一回事,但如果你想让数千种不同帘布层形状的零件全面生产,自动化是必要的。自动化程序基于先进的算法,可以读取制造情况并进行动态调整,从而消除了过度编程和机器设置的需要。”

自动编程算法考虑了材料的灵活性,并确定了拾取帘布层的最佳方式,以将下垂降至最低。
07自适应拾取,放置精度
虽然软件开发的复杂性不容低估,但另一个挑战是机器人的材料处理。
Kremers指出:“让夹具将帘布层与嵌套中的其他材料牢固地分离,尤其是对于粘性预浸料,这尤其具有挑战性。”。“也可能有未切割的纤维,这将导致从切割床上拉出整个骨骼。我们集成了检测未切割纤维的传感器,并将系统暂停,以便操作员进行干预。”
另一个问题是下垂。由于复合材料是柔性的,并且层由带有一系列夹具的末端执行器拾取,因此夹具之间和外部可能会出现下垂。自动编程算法考虑到了这一点,并确定了拾取帘布层的最佳方式,以将下垂降至最低。例如,机器人可以用旋转的末端执行器拾取矩形帘布层,以将吸盘定位在帘布层的角落中。夹持器力的大小取决于帘布层形状,并为每个夹持器确定。
当将帘布层释放到焊接台或缓冲系统上时,放置精度也至关重要。APP使用基于视觉或闭环控制的实时校准,从而在连接到末端执行器时扫描每个帘布层,并将其位置与预期位置进行比较。然后调整机器人的运动以确保准确放置。Kremers指出:“因为我们扫描帘布层,系统可以控制质量,精确检查切割边缘,或者发现帘布层中可能在切割机上看不到的缺陷。”。
- 缓冲和重放
APP系统的自动化配套功能包括用于分拣和排序的缓冲解决方案。将材料切割成2D帘布层后,如果需要,机器人可以自动将其放入缓冲区,将帘布层按每个零件分类成套件,并按正确的顺序排列帘布层,以便以后轻松铺放。缓冲区也可以从工作站外接近,因此配套件或预成型件可以很容易地手动或由另一个机器人卸载。
如果出现问题,系统操作、零件位置、时间、温度、速度等的数字记录可以被称为“回放”工具,这一点尤其重要,因为这些过程的代码是实时生成的。这些数据还输入到物理资产的虚拟复制品中,为未来的流程改进提供实时见解和预测分析。
- 附加:无需编程即可提高自动化程度
正如“CW-composite world”之前报道的那样,Airborne的自动化编程、德国航空航天中心(德国斯图加特)的轻型生产技术中心配备人工智能的工作工作站和SAM XL(荷兰代尔夫特)的“零编程”自动化软件都是软件驱动的自动化解决方案的例子,旨在消除对机器人人工编程的需求。然而,这三种解决方案之间存在一些关键差异。

部件设计、帘布层形状和材料数据是输入。根据这些输入,Airborne的软件实时创建所有所需的机器代码和过程设置,以执行整个材料处理过程,而无需外部编程
Airborne的自动化编程是一种专门的解决方案,专注于高性能复合材料行业在制造之前对高公差、高速率和可重复层压生产的需求。它的设计目的是使复合材料的叠层自动化,这是一个复杂且劳动密集的过程。例如,德国航空航天中心配备人工智能的工作站更通用。它可以自动化制造过程,包括焊接、切割和喷漆。工作站使用人工智能来规划和执行机器人任务,这使其能够灵活适应生产环境的变化。
08未来APP开发、应用
关于APP,Kremers说,未来的潜力,“软件开发是我们一直在做的事情,以提高系统的速度和稳健性,特别是因为我们收集的数据有很大的潜力为客户提供更多的能力和性能。例如,现在系统在放置前检查每一层。你可以预见,直接从切割机上挑选的层的准确性相当不错系统只进行最小的校正或者根本不进行校正。如果系统识别出这一趋势,您可以跳过检查或减少频率并检查,例如,每十层中只有一层,从而提高产量。”
“另一个例子可能是对材料有特殊的依赖性,”他继续说道。“有些材料比其他材料更难切割和获得干净的边缘,系统可以看到这一点,并就如何正确设置刀具、更频繁地更换刀具或对其他材料使用不同的切割方法提供见解。”此外,软件中还开发了材料焊接:如果粘合剂质量或数量发生变化,系统可以潜在地从焊接数据中识别出这一点。

铺层被自动放置在层压台上,为焊接做准备
09优化以减少浪费、产量或二氧化碳排放
尽管APP系统是自动化的,但在最大输出和最小浪费之间需要权衡。在典型的工厂中,这种情况每天都会发生变化。Airborne正在开发“优化X”软件,以便操作员或数字工厂管理系统可以选择所需的优化方案,例如,如果他们愿意,可以选择最小的浪费、最大的产量或最小的二氧化碳足迹。这是灵活自动化制造或Composites 4.0的基础。
当选择了一种模式,例如最小CO₂时,自动化软件会考虑潜在的生产力影响和末端执行器兼容性因素。它评估对制造过程的总体影响,以使机器指令在运行中适应所需的结果。
Airborne计划使用这项技术为各种客户优化其自动化工作站,使运营商能够规定不同的场景并做出明智的决定。Airborne还使用回收纤维和树脂、生物材料以及热固性材料、热塑性塑料和金属的混合组合测试APP及其自动化编程,以验证自动化软件识别缺陷和补偿的能力。
Kremers解释道:“如果开发成功,它可以为各种行业的回收和低二氧化碳应用打开大门。”。“为了使复合材料更具可持续性,减少能源使用、减少步骤和减少浪费很重要。”
碳纤维中嵌入的能量相对较高,因此减少浪费和使用二氧化碳足迹较低的替代纤维对可持续性至关重要。此外,3D打印或机器人注射二次成型等集成技术可以根据任何应用程序的独特需求进行定制。
10补充图