
 English
English 简体中文
简体中文

































ATC制造公司位于美国爱达荷州波斯特福尔斯的 67000 平方英尺专门建造的制造厂的外部。2010年,在 Lakeside Capital 投资该公司后不久,ATC就搬到了这里。
热塑性复合材料是当今复合材料行业中最受关注的材料之一。它们出现在这类出版物、会议和网络研讨会上。热塑性塑料在今天的应用方式和未来的应用方式都受到了讨论。它们涵盖了成本和性能范围,并在从体育和娱乐到航空航天的各种终端市场中得到了 应用。不难理解他们的吸引力。热塑性塑料可以预 浸,但在室温下稳定(不需要冷冻储存),与主要结 构机械材料一起提供不同寻常的韧性,不需要热压罐,为高速生产提供短的循环时间,通过焊接实现无尘组装-dustless assembly(不钻孔、不安装紧固件),并且可改性和可回收。
尽管有所有这些好处和优势,而且热塑性复合材料越来越受欢迎,但世界上只有少数制造商专门从事 热塑性合成材料的制造,更值得注意的是,他们擅长热塑性材料的制造。其中,ATC 制造公司(美国爱达 荷州 Post Falls)是为数不多的在快速成型3D零件、长 度达25英尺的大型零件、复杂组件和热塑性连续压缩 成型(CCM- continuous compression molding)方面拥有近20年专业知识的公司之一。“复合材料世界-Composite World”编辑人员对ATC进行了访问,以了解更多关于 该公司的设施以及如何生产。
公司发展
像许多复合材料制造企业一样,ATC 制造业始于 一个人的愿景和激情。1990 年,时任西雅图波音公司工程师的 Dan Jorgenson 帮助该公司在华盛顿州远东的 美国华盛顿州斯波坎成立并运营飞机内饰制造业务.波音斯波坎公司专注于内部零件、管道和地板的制造,所有这些都是热塑性塑料使用的有力目标。2003 年,波音公司将斯波坎工厂出售给凯旋集团(美国宾 夕法尼亚州伯温),并更名为凯旋复合材料系统公司。Jorgenson 看到了创业的机会,决定利用他对热塑性复合材料的浓厚兴趣和对精益制造原则的长期经验。因此,2004 年,他离开了 Triumph,兑现了401 (k)投资,将自己的房子进行了第二次抵押贷款,并创立了ATC制造公司,该公司在斯波坎和斯波坎山谷两个工厂中运营了几年。

当Dan Jorgenson 于2004年创立该公司时,像这样的小型冲压成型低载荷支架是ATC专门生产的产品类型。它们至今仍由 ATC 制造,但作为更大投资组合的一部分
在早期,ATC专注于使用聚醚酰亚胺(PEI)和聚苯硫醚(PPS)与预固化层压板(有机片材)形式的玻璃和碳纤维织物增强材料快速、高效和经济高效地压 缩成型夹子、支架、烟盘、防火屏障和类似部件。ATC有各种各样的客户,但重要的客户是波音公司。公司几经合并,于2015年ATC搬迁到位于 Post Falls 的一个专门建造的67000平方英尺的新制造厂, 该工厂位于华盛顿/爱达荷州的州界对面,距离斯波坎仅一箭之遥。ATC现在由Hemmingson和Lakeside首席运营官 兼 ATC 首席执行官Jason Kindred管理和领导。
ATC的日常运营由运营总监Derek Downing、项目经理Jason Merrifield和业务发展总监David Leach管理。ATC搬进位于Post Falls的新工厂后,公司的技术能力得到了巩固和加强,为公司继续创新和进步奠定 了材料和工艺基础。ATC仍然对该公司最初的许多类 型的零件进行压缩成型,但连续压缩成型(CCM)的加入大大扩大了其产品组合,并使其成为热塑性航空 结构制造的支柱。

2014 年,ATC 收购了两条连续压缩成型(CCM)生产线中的第一条,用于使用 UD 胶带制造多层、多角度热塑性复合材料层压板。第二个系统与此系统平行,于 2018 年安装。胶带从筒子架上绕下来(前景),然后送入压模(背景)
技术
ATC位于华盛顿州斯波坎和爱达荷州科达伦之间 的 Post Falls 的一个工业园区内。ATC的运营通过了 ISO9001、AS9100 和 NADCAP 认证,包括一系列服务, 包括研发、CCM层压生产、热冲压、结构计量、复杂组装、结构无损检测和表面处理、底漆、油漆和边缘密封的精加工。
ATC目前每月生产约80000个航空航天零件,这些 零件分为五大类:用于低负载应用的夹子和支架、作为中低负载连接器的加强件和通道、用于高负载应用的具有严格公差的主要结构零件、各种横截面的长梁和需要额外硬件的组件。ATC的优势之一是使用热塑性碳纤维单向带材料制造零件,这开辟了更多的结构应用。
ATC的大部分业务和增长都与波音公司,尤其是787密切相关。事实上,在过去的五年里,ATC 一直在帮助波音公司将许多金属和热固性复合材料支架、加强件和其他内部结构转换为热塑性塑料,以降低金属对复 合材料接触的电偶腐蚀风险,并降低零件成本和飞机重量。ATC还赢得了外部飞机使用零件的生产,包括缝翼上的零件,缝翼是机翼前缘的可伸缩装置,可以以较低的速度起飞和降落。几乎所有这些活动都得到了推动, 主要是通过在ATC添加CCM来生产高质量的热塑性层压板和型材。
事实上,ATC的所有制造业务都是从CCM开始的, CCM已成为该公司的一大优势。层压板是通过 CCM工艺制造的,使用UD热塑性预浸带制造冲压成型坯料, 以及直接使用CCM工艺制造长型材。
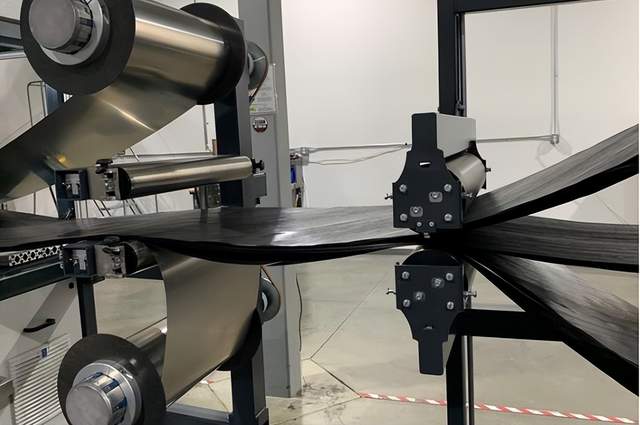
在访问期间,ATC使用14层苏威(Solvay)的UD PEEK胶带制作层压板,方向分别为0°、90°和±45°。胶带上方和下方的筒子架(左侧)正在输送箔材,当胶带通过压模时,箔材提供保护层。
由于热塑性复合材料在热力学和化学上与热固性材料不同,ATC必须利用其知识和专业知识来帮助教育客户并调整其设计,以最大限度地利用ATC提供的材料和工艺。Merrifield 在提到ATC生产的一种高轮廓零件时指出, “在这样的项目中,我们必须在产品(通过 复杂的几何形状)所能实现的目标与我们如何测量和证 明这种复杂性的尺寸之间找到平衡。我们经常必须与客户就要求和管理期望达成一致。”
CCM工艺在复合材料行业中非常罕见,它具有显 著的通用性和一致性,使ATC能够结合各种纤维类型、 纤维形式和树脂类型来构建其层压板和型材。层压板宽度可达26英寸,可根据应用要求切割成各种长度。这些层压板随后被用于两种应用中的一种。最常见的是在ATC的几个快速加热压力机中的一个上进行热冲压。或者,热塑性预浸料可以被送入ATC的四轴液压机中, 以成型为C、T、H、J、U或类似的型材。这些部件,就像商用飞机的横梁一样,可以长达25英尺。
无论应用或工艺如何,ATC 的制造策略都是从高质 量、高通量的层压板制造开始,然后是成型、精加工和检查过程,以确保遵守严格的航空航天标准,包括尺寸稳定性、孔隙率和纤维体积分数(FVF- fiber volume fraction)。这使ATC成为各种航空航天原始设备制造商的有力合作伙伴,这些原始设备制造商已经开始信任该公司的热塑性塑料专业知识。
在制造现场
访问 ATC 由Downing带领,遵循材料和工艺流程, 从接收和准备预浸碳纤维/热塑性胶带和织物卷开始。ATC使用由 Avient、赫氏(Hexcel)、苏威(Solvay)、帝人(Teijin)和东丽(Toray)公司提供,其中PEEK和PEKK是最常见的。
准备工作包括在0°、90°和45°下切割和分切材 料卷,以便组装多角度、多层层压板。对于0°焊缝, ATC使用自动对接焊接,但90°和45°焊接必须手工完成。无论角度如何,标准卷长度约为150英尺。Leach 说:“目前的挑战之一是,大多数规格不允许焊接中有任何重叠。” “根据定义,如果你从筒子架上跑下来, 就不能有任何间隙;如果有间隙,卷筒就会散开。而且你不能使用任何额外的材料,比如将其固定在一起的背 衬材料或任何额外的聚合物。因此,帘布层必须对焊, 这可能是一个挑战。”

胶带被逐渐拉过固结模,在那里它们被加热到熔化温度,然后冷却到Tg以下。该过程以大约每小时14 英尺的速度制造层压板。层压板被切割成25英尺长,然后在NDI 之前被移到货架上储存。
从接收到材料准备,我们被带到了工厂的中心— —两条 CCM生产线,一条安装于2014年,另一条安装在2018年。它们彼此平行放置,每个由一排70个带式筒子架供给.Downing表示,ATC通常使用总可用筒子架的一小部分来生产层压板;在访问的上午, 有18个在使用,装载了苏威(Solvay)碳纤维/PEKK UD胶带,其层压配方由0°/90°/±45°胶带组成。
CCM过程相当简单:筒子架进给的胶带在筒子架生产线的末端汇集在一起,顶部和底部都有一层箔纸。该箔涂有汉高( Henkel- 美国康涅狄格州洛基山) 的Frekote脱模剂,在压缩过程中提供保护屏障,并被移除和重复使用(多次)。ATC 当天正在处理的18层胶带,加上两层箔,一旦完全堆叠,就会被逐渐拉入一个只开了几分之一英寸的压缩模中——即使站在机 器旁的观察者也几乎看不到——以便在压机再次关闭 之前让胶带进入。模具宽度在 ATC 范围内从12英寸到26英寸。访问期间运行的模具长39英寸,宽24英寸。
压模分为五个区域。在前三个区域,本次访问期 间运行的 PEKK 的温度范围为 360-400°C,根据树脂的 熔点而变化。在第四和第五区域中,温度开始下降以 开始冷却并促进结晶度,并且当层压板离开模具时, 其低于玻璃化转变温度(Tg)。在 PEKK 的情况下,Tg 为 159°C;当层压板离开模具时,ATC 的目标温度 为 130°C。 Leach 说:“第三个区域将变得更凉爽。”
“因此,当材料通过第三个区域时,它实际上已经开始 冷却,然后在第四个区域结晶。DSC- differential scanning calorimetry(差示扫描量热法)告诉我们结晶发生的温度,所以你要确保材料在结晶区域花费足够的时间, 以达到足够的机械性能。”
压机每次关闭的循环时间因层压材料配方而异, 但Downing表示,15秒是常态。随着压机的每次打开,层压材料每次向前拉动约一英寸。Downing指出,尽管循环时间和推进速度意味着一个缓慢的过程,但ATC发现它是高度可靠、一致和高效的。
当层压材料从模具中出来时,它被完全固结。在这 里,箔被分离,层压板最终根据产品类型切割成一定长度,并转移到 CCM生产线附近的金属架上进行冷却。典型的层压板长度约为25英尺。

每个层压板都在这个定制的Marietta 无损检测脉冲回波/透射超声(TTU-thru-transmission ultrasound)测试台上进行无损检测(NDI-non-destructive inspection)。 ATC针对热塑性塑料调整了NDI系统,热塑性材料表现出与热固性材料不同的衰减特性
CCM生产线之后的下一站是无损检测(NDI) 和喷水切割。NDI 在 Marietta NDT(美国佐治亚州Marietta)制造的30 英尺定制水床中进行。它可以同 时对每个层压板进行脉冲回波和透传超声(TTU- thrutransmission ultrasonic)扫描。扫描结果显示在床尾的电脑显示器上,并与“标准”参考层压板进行比较。
Merrifield 说,ATC很早就了解到,热塑性层压板的NDI需要与热固性层压板不同的设置,主要是为了适应热塑性塑料的不同衰减。事实上,Marietta系统的初步扫描似乎显示了异常,而事实上,这些异常并不 存在。Merrifield说:“NDI将吸收的树脂本身略有不同。” Merrifield 指着监视器补充道:“所以,这里 面的很多东西都是看扫描,如果有异常,就把那部分切掉,然后通过显微镜观察,看看是否真的有问题。我们发现了很多假阳性(false positives)。所以,这是关于 控制NDI,以确保你看到了你关心的东西。” , “我们设置扫描,这样,如果(一个值)低于某个点,它就会显示为不同的颜色。这有助于我们轻松检测异常。”

ATC的CCM系统采用四轴模具,可制造复杂的C、T、H、J 和 U 型材,这些型材通常用作飞机内部的承重梁。多轴CCM是一种复杂但高效且一致的制造工艺
NDI 之后,许多层压板在ATC的OMAX(美国华盛顿州肯特市)喷水切割机上切割成形。接下来, 在通过NDI和水射流切割暴露于水之后,层压板在干燥炉中花费12-16小时作为制造过程中的下一步骤的准备。
在进入冲压成型领域之前,我们将简要介绍另一 种在复合材料制造中罕见的系统。这是一台四轴CCM型材机,由与其他CCM机相同的基于筒子架的系统进给,但设计用于制造前面提到的C、T、H、J 和U梁的复杂型材。Leach指出:“很明显,最大的区别是,不是只有一套液压执行器单向运行,而是有一套双向运行,然后是一个四件式模具,它进入其中形成 一个零件。” “我们的型材需要一个12英寸乘8英寸的模具。所以这基本上是我们能制造的最大尺寸的型材,对于大多数应用来说都相当大。”
Downing表示,由于多轴环境中工具和过程控制的复杂性,ATC 在该系统上的学习曲线非常可观。每个轴的材料弹性差异是一个特别的挑战,但他说这些问题已经解决,公司现在对这个系统非常满意。CCM配置文件系统在访问期间未运行;该机器制造的型材主要用于商用飞机,航空航天生产率的降低了对零件的需求。

坯料通过CCM从层压板上切割下来,然后转移到ATC的基本工艺能力,即在该公司的10台压力机中的一台上进行冲压成形。热塑性复合材料的冲压成型需要仔细、稳健和一致的工艺控制,以确保树脂达到完全结晶度。ATC 使用模具内热电偶来测量和控制模具温度
ATC的大部分活动都集中在冲压成型区域,在那 里切割的层压板呈现出其最终形状。Downing指出, Jorgenson 开发的大部分原始创新和知识产权都在该公 司的冲压成型技术中。“自动化看起来更简单,但它 适合你的需要。所以它会把坯料送到烤箱,然后送到冲压成型站。但我们没有大型机器人来做这项工作。它只是一个自动化处理系统。”
ATC目前运营四台80吨压力机和四台30吨压力机,由一名操作员管理多台压力机。每台压力机都有 一个红外加热器,可以快速将坯料加热到熔化温度, 还有一个快速更换系统,可以将加热的坯料送入模 具。80 吨级自动将预热好的坯料送入模具;30 吨重的 压力机需要手动驱动才能将坯件转移到模具中。遍布 每个模具的热电偶有助于监控工艺并提供关键性能数据。每个零件的循环时间各不相同,具体取决于材 料、尺寸和厚度,但通常从几分钟到20分钟不等。所 有零件都要快速冷却,但要以可控和规定的方式冷 却,以实现树脂的完全结晶度和相应的机械性能。
Downing表示,每台机器都使用相同的现成软件 进行控制,并为ATC定制了接口。他指出,ATC花了大量的时间和精力为其生产的每个零件开发工艺配方,但一旦制定了配方,“它就高度一致和可控。” 此外,Merrifield 指出,“如果一个过程真的开始漂移,你可以看到它的发生。系统不会按压另一个零件。因此,如果你知道某个零件会不好,操作员可以 停止按压并确定问题所在。”
Leach指出,管理热塑性塑料加工需要深入了解树脂如何随着时间的推移对温度做出反应。他说:“你要确保你完全熔化了材料,并且你在熔化区的时间最短。” “但你不想超过 400°C(对于PEKK)。例如,你可以缩短加热时间,使用高温烤箱。但是零件温度可以通过可接受的温度区域。另一 方面,如果设置得太低,可能需要很长时间才能达到温度。这两种情况都会产生不可接受的零件。我们非常关注这些事情,以确保我们制造出一致的零件,而热电偶对此至关重要。”
Downing 说,ATC强有力的工艺控制是冲压成形废品率<3%的一个重要原因。ATC为冲压成形开发的一项省时技术是热模更换。该 公司制造了一种模具预热器,可以在模具进入冲压机之前将其加热到一定温度,从而实现更快的模具更换和快速恢复生产。Merrifield 说:“以前很痛苦,因为更换冷模具需要四五个小时。现在,我们有预热站,我们可以在更换后五分钟内按下。任何时候你不跑步,你都赚不到钱。”

这台新的200吨冲压成型机将ATC的能力扩展到已经运行的80吨和30吨冲压机之外
毗邻冲压成型区的是另外两台冲压机,每台都以其年代而闻名。第一个是一个新的200吨机组,ATC正在获得生产资格。另一台冲压机更引人注目,主要是因为它是Jorgenson在 ATC成立时建造的第一台机器。Downing说,这是一个150 吨重的系统,有一个60x30英寸的台板,“已经升级了很多次”。如今,它主要用于研发目的,偶尔也用于补充初级生产。
当 我 们 离 开 冲 压 成 型 区 时 , Downing回顾了Jorgenson最初的新闻,评论了该公司创始人的另一个遗产:“我想你会注意到,我们经营着一家非常干净的商店,”他说。“人们总是评论说,我们投资于清洁过程, 并花时间进行清洁。我们非常重视异物碎片的控制。Dan一直是清洁的大人物。每周四,我们都会停下来,闭上一两个小时进行清洁。我们仍然投资于这种文化,这是我们团队引以为豪的事情。”
后期处理
冲压成型后,我们被引导通过一系列的后处理工作 区域。首先是数控加工,ATC 操作九台哈斯自动化(美 国加利福尼亚州奥克斯纳德)系统和一台 C.R.Onsrud(美国北卡罗来纳州 Troutman)机器;Onsrud系统是 一种龙门式机器,也是最大的,工作面积为12 x 5英尺。在访问期间,该系统在一个成型零件上钻孔和锪窝。与CNC区域相邻的是第二个NDI工作区,该工作区具有较小(15 英尺)的Marietta无损检测回波/TTU床, 用于评估较小的零件,并为CCM机器附近的较大NDI系统提供冗余。它还被用来“教”系统扫描正在进入生产 的新零件,就像访问期间一样。CNC区域附近还有一 个小型辊轧成型站,ATC 在这里生产长60英寸、直径1 英寸的玻璃纤维/PPS 管,并进行无心磨削加工。

ATC的数控操作包括九台Haas和一台C.R.Onsrud机器,用于修剪和钻孔成型零件
与大多数复合材料制造业务一样,ATC 的实验室 和计量工作是在主生产车间外的封闭、气候控制的房 间里进行的。该实验室配备了一台Tinius Olsen测试机 (美国宾夕法尼亚州 Horsham)测试仪、一台DSC机 器、显微镜用灌封和封装设备、一台喷砂机和一个转筒。在计量方面,核心是蔡司工业计量(美国明尼苏达州Maple Grove)计量表,它提供航空航天制造商所 需的高精度尺寸扫描。但还有第二种工具在 ATC 很有 用——Creaform(加拿大魁北克省莱维斯市)MetraSCAN 3D手持扫描仪。要使用它,ATC 将零件 安装在夹具中,然后使用MetraSCAN 3D扫描仪进行 扫描。扫描大约需要20分钟,产生大约100万个数据点。它是完全便携的,可以在整个设施中用于检查模 具。Downing 表示,MetraSCAN 系统的精度为±0.0015英寸,不如蔡司系统准确,“但其速度、成本、便携性 和灵活性是无与伦比的。”ATC于2018年收购了MetraSCAN 3D扫描仪,并于当年获得波音公司的批准,可用于检查波音生产部件的尺寸公差。Downing表示,ATC的产品质量率和准时率超过99%。
我们访问的行程在油漆准备和油漆间结束。油漆制备是用溶剂湿巾完成的,使用非常详细和具体的协议,包括溶剂类型、擦拭方向和每个零件的附着力测试。绘画是在两个展位中的一个进行的,其中较大的 一个有30英尺长。协议在这里也是至关重要的,包括油漆涂层数、干燥时间和附着力要求。如果油漆粘附失败,则(小心地)剥离油漆,并重新开始整个准备 和油漆过程。 ATC 的整个工作流程是一个电子制造系统,在每 个工作站提供无纸指令。每个零件都有一个标记,每个工位的操作员都会将其记录到系统中,以跟踪整个设施的进度。Downing 说,纸张旅行者的缺乏有助于减少工厂的 FOD。

ATC制造的各种夹子、支架和加强筋已经大幅增长,并越来越多地用于商用飞机。耐用性、韧性和易成型性使热塑性塑料成为飞机内外极具吸引力的选择
展望未来
ATC与波音公司的牢固关系,特别是在787项目 上,在过去十年中推动了该公司的巨大增长。ATC是波音卓越投标人计划的成员,曾两次被提名为波音年 度供应商奖。2019年,在全球商业航空航天生产的高 峰期,ATC制造了超过110万个零件。随着冠状病毒 大流行的爆发和飞机制造业的减少,ATC的产量下降到每年不到100万个零件,这是可以理解的。
尽管如此,该公司仍热切地展望未来,利用内部 研发和合作研发来寻找新的机会。例如,ATC是热塑性复合材料研究中心(TPRC,荷兰恩斯赫德)的成员,在过去 18 个月里参与了 12 个组织的技术开发项 目,包括国防高级研究计划局(DARPA,美国弗吉尼 亚州阿灵顿)、空军研究实验室(AFRL,美国俄亥俄 州莱特帕特森空军基地),NASA(美国华盛顿特区) 和材料供应商。ATC 使用 AniForm(荷兰恩斯赫德) 加工建模软件,并补充了自己开发的工具,以帮助其 在成品中实现更好的尺寸控制。
ATC 和行业合作伙伴也在进行大量工作,以评估 可能促进进一步增长的技术。这包括非矩形零件的自 动帘布层制备,包括帘布层下落和堆积、自动纤维放置(AFP)中的牵引转向、较大(10 英尺)的冲压成 型零件、不使用基座的热塑性焊接、注射二次成型、 使用回收复合材料和更复杂的型材。
此外,与许多制造商一样,ATC 也关心培养稳定 的实际和潜在员工。在内部,它使用交叉培训来最大 限度地提高员工的灵活性。在外部,ATC 正在与北爱达荷学院(Coeur d'Alene)、贡扎加大学(Spokane) 和爱达荷大学(Moscow)合作开展劳动力和培训项目。
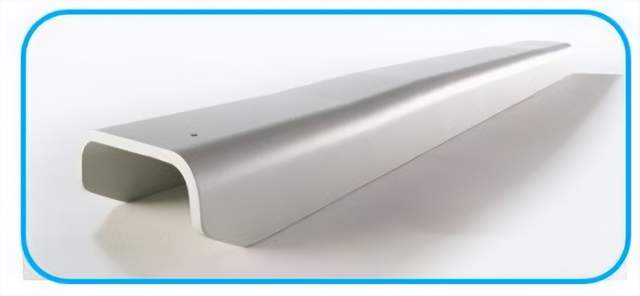
像这样的承重飞机梁是通过ATC的四轴CCM机器生产的,这使得能够制造复杂的 C、T、H、J 和U型材
展望未来, Leach持谨慎乐观的态度。ATC 和航空航天复合材料供应链中的其他公司一样,期待着商业航空航天生产恢复到疫情前的水平。ATC正在积极开发其他航空航天应用,包括先进空中机动 (AAM)、无人驾驶飞机、国防和运载火箭。当这些市场发展起来时,ATC 可能需要扩张,在Post Falls现有空间。
Leach 说:“我们已经批准在需要时再增加50000
至52000平方英尺的空间。”“然后在这座大楼的北 侧,Lakeside 拥有五英亩的土地,有很大的扩张空间。然而,任何扩张的主要原因都是为了让我们能够 用更大规模的工艺设备技术制造更大的零件。我们在现有设施和现有技术内的产能没有问题。但更大的部件需要更大的ATC或在未来几年内迅速扩大热塑性塑料的应用”。
注:原文见,《 Plant tour: ATC Manufacturing, Post Falls, Idaho, U.S. 》2021.11.29.
杨超凡 2023.8.20