
 English
English 简体中文
简体中文
































使用CCM制作的功能化PEI零件。Anybridge与REHAU Innovation Group合作,展示了其罗宾(ROBIN)自动化注塑系统的使用,将Böllhoff Hitsert金属插入件二次成型到使用连续压缩成形(CCM)工艺制造的Xelis玻璃纤维/PEI Ω 型材中,旨在实现可能的航空航天应用。
随着全球行业和市场对可持续性的需求不断增加,Anybridge(德国德累斯顿)的罗宾(ROBIN)注塑机器人等新型自动化系统为复合材料部件的功能化提供了一种方法,消除了粘合并促进了轻量组装。
Anybridge 的管理合伙人Michael Stegelmann表示:“我们在 2019 年开发了这种机器人注塑机,用于生产混合组件。”。“混合组件”是指用注塑聚合物对结构进行功能化,以形成局部连接点、加强筋等。这种二次成型工艺在复合材料中获得了吸引力,但通常使用传统的注塑机。
Anybridge已经将该工艺小型化,以安装在机械臂末端执行器内,例如,使拉挤能够在线二次成型或使成型结构在机器人工作站内功能化。Anybridge 最近完成了一系列演示,以突出其技术可以提供的新功能,包括:
- 二次成型连接/紧固插入件,具有使用连续压缩成型(CCM-continuous compression molding)制成的压缩成型聚酰胺(PA)复合型材和聚醚酰亚胺(PEI)复合桁条;
- 结合 3D 打印和二次成型;
- 与新工艺和材料的混合,如反应性热塑性拉挤和木聚合物复合材料。
- 汽车、航空的功能化外形
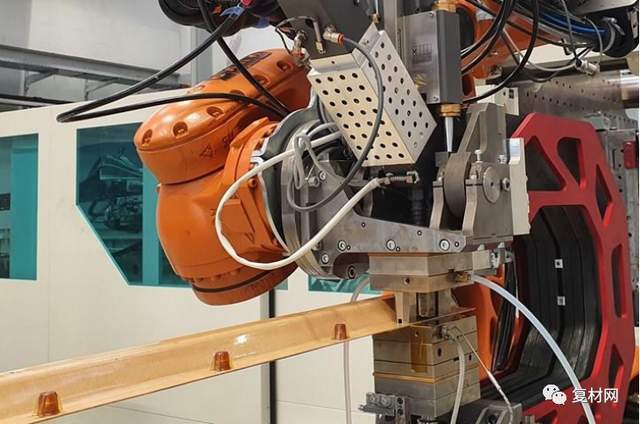
Stegelmann解释道:“复合材料在结构应用中连接给使用带来了特殊的挑战。”“罗宾(ROBIN)可以添加到生产线中,以集成插件,从而实现附件和方便组装(图1)。Anybridge 在与REHAU Industries创新集团的两个项目中证明了这一点 REHAU 为建筑、汽车和工业应用生产基于聚合物的解决方案,包括汽车外部、保险杠和风道系统的窗户型材和部件。REHAU还在研究使用复合材料的各种创新,包括天然纤维和生物基复合材料。”
REHAU创新集团复合材料技术部经理Ahmad Al- Sheyyab博士指出,“我们的使命是检查每一个想法的相关性,并使有时看起来不可能的事情成为可能。”
Anybridge 罗宾(ROBIN)自动化注塑系统
正如REHAU德国网站上所解释的那样,当Al Sheyyab团队的研究化学家Stephan Sell博士在2019年的K交易会上第一次看到Anybridge 的罗宾(ROBIN)技术时,他可以在 REHAU看到很多机会。Sell说:“他们成功地将原本静止的注塑机改造成了可以在太空中自由移动的移动机器。”。“这意味着,密封件、金属插件、连接元件或肋条等功能元件可以改装为现有的成型零件、型材、半成品和金属混合复合材料。”

图 1. 功能化的汽车型材。Anybridge 与REHAU 创新集团合作,通过与 GF/PA6 化合物二次成型,将螺纹插入件集成到 GF/PA6型材中,包括功能化,如防扭曲功能(顶部)。模具的小尺寸使罗宾(ROBIN)能够到达欧米茄型材(底部)后侧的壁之间。
2021,Al-Sheyyab 和他的团队开始与 Anybrid 就热塑性挤压件、复合型材和模塑件进行广泛研究。到 2022年底,他们已经成功地离线二次成型了型材,但也将罗宾(ROBIN)工作站集成到了 REHAU 技术中心的生产线中,在那里对型材进行了原位二次成型。
两个团队的专业知识在这些发展中都很重要。“挤出成型的参数必须与注塑成型的参数结合在一起,”Sell说。将生产线的速度与待二次成型零件的速度相匹配很重要。例如,必须考虑二次成型元件的冷却时间对于汽车应用,演示使用 Lanxess Bond Laminates(Brilon,Germany)Tepex 102-RG600 PA6 和 47%玻璃纤维粗纱进行压缩成型。然后使用 Lanxess’对所得复合型材进行二次成型 (德国科隆)PA6 阻燃 Durethan BKV60 和 BKV30,分别含有 60%和 30%的短切玻璃纤维。对于该应用,罗宾(ROBIN)用于将 Böllhoff(德国比勒费尔德)的螺纹紧固件集成到狭窄的 Ω 形轮廓中(图 1)。
Stegelmann 解释了相关步骤:“首先,我们将金属插入件放置在罗宾(ROBI)N 机器内的小型注塑模具内(图 2)接下来,将罗宾(ROBIN)系统与轮廓对准,然后闭合模具并包覆成型紧固件。由于模具非常小,罗宾(ROBIN)甚至能够到达该型材背面的高墙和具有抗扭曲性或集成密封的二次成型紧固件之间。”
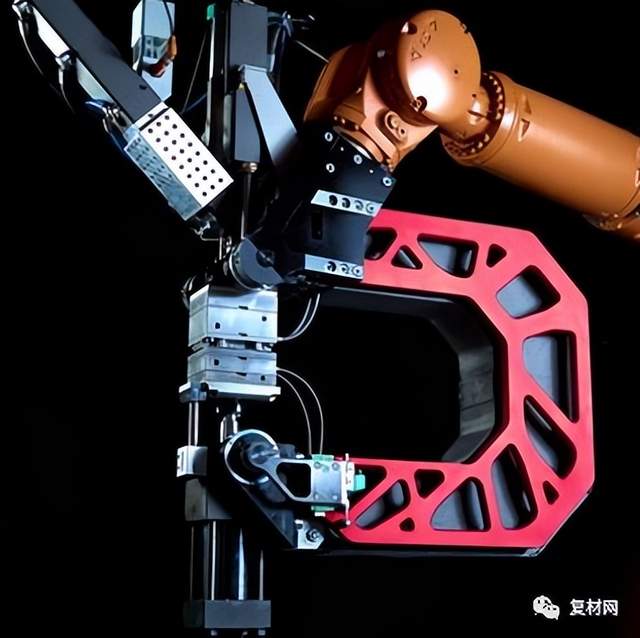
在第二组演示中,团队使用了 Xelis (德国 Bermatingen)使用 CCM 工艺生产的连续玻璃纤维/PEI型材。与商业航空中使用的 Ω 形桁条类似,Böllhoff 的 Hitsert 螺纹插入件通过与 SABIC(沙特阿拉伯利雅得)的玻璃纤维/PEI 材料二次成型集成在一起。Stegelmann指出:“这些零件展示了我们使用经批准用于航空航天的高温材料进行二次成型的能力。”。
Sell 说:“我们看到了在各种连续工艺线中使用 Anybridge 的移动注射成型的巨大潜力。”,“例如,热塑性挤出、拉挤或 CCM,用于生产用于运输或工业应用的复合材料零件。它可以实现单材料系统-由相同聚合物基质组成的产品。消除了粘合等步骤。这使生产更快,产品更容易维修或回收。”

图 2. 插入辅助总成。金属插入件可以放置在模具内(红色圆圈,顶部),然后将罗宾(ROBIN)放置在型材上,关闭模具并对插入件进行二次成型。这种功能化的型材能够实现快速组装,例如这种使用ULTEM PEI复合型材和集成的航空认证Böllhoff 插件的外壳演示器。
他指出,罗宾(ROBIN)还节省了成本。“使用小型注塑机器人可以省去昂贵的大型工具。由于型材不再需要移动到注塑机上,物流工作也减少了。我们已经证明,我们的挤出生产线可以降低成本,提高生产率和灵活性。”
Stegelmann 说:“移动注射成型使我们能够根据需要将重复出现的元素以高度的灵活性应用于型材或大型部件。”。他指出了一个外壳演示器(图 2),“我们在其中展示了通过二次成型的欧米茄型材,您可以实现非常快速、简单的结构,以实现轻质、高强度的组件。”REHAU 和 Anybridge 计划继续开发,着眼于复合材料零件的挤压和连接技术之外的工艺。
结合3D打印和二次成型
为了证明 3D 打印零件的功能化能力,Anybridge与德国德累斯顿工业大学轻量化工程与聚合物技术研究所(ILK)合作。Stegelmann 指出:“大规模/大尺寸增材制造(
LSAM/LFAM-large-scale/large-format additive manufacturing)的使用正在增长。”。“这项技术已经被证明是非常有能力和成本效益的,但这些大型机器的问题是,它们可以以高沉积率打印,但不能以高分辨率打印,因此,精细的细节是不可能的。这是我们可以提供帮助的地方,因为罗宾(ROBIN)可以在打印过程中过度成型详细的功能元件。”
图3. 二次成型和3D打印。Anybridge展示了罗宾(ROBIN)在由大幅面3D打印机制成的纤维素纤维/PLA 面板上包覆成型GF/PP功能的能力。
Anybridge 和ILK使用ILK内部开发和建造的8×2×2 米高的“Supertooler”LFAM 在八轴 Kuka Robotics(德国奥格斯堡)系统上进行了演示。材料包括由 UPM Biocomposites(芬兰赫尔辛基)UPM Formi(芬兰拉赫蒂)部门提供的用纤维素纤维增强的生物基聚乳酸(PLA-polylactic acid)。然后使用由 Mitsui Chemicals(Tokyo,Japan)提供的具有 30%玻璃纤维的聚丙烯(PP)对印刷的结构进行二次成型。Stegelmann 说:“黑色PP化合物使我们能够看到材料流到 3D 打印的 PLA 子结构上。”。“我们使用红外加热器快速预热 3D打印表面,然后将罗宾(ROBIN)模具合到面板上,对零件表面进行热成型。由于打印材料的珠粒尺寸较大,因此需要进行这种热成型。”
尽管每个打印的打印珠是恒定的,但它可以是4-24 毫米宽和1-5毫米高。这种粗糙的表面造成了在二次成型过程中为罗宾(ROBIN)模具实现良好密封和注射材料跳动的问题。Stegelmann 说:“热成型提供了一个光滑的表面,我们还实现了二次成型和基底材料之间的良好连接。”(图 3)。
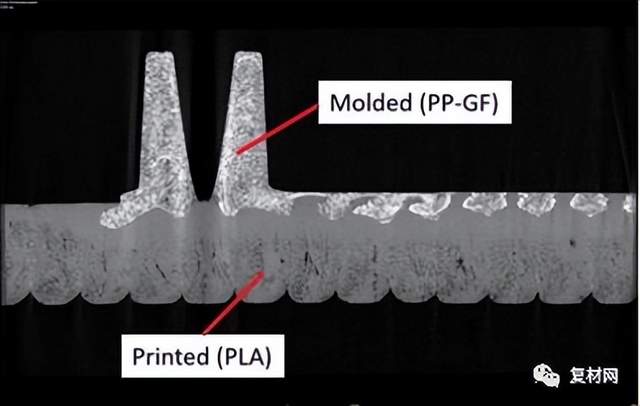
3D打印面板上二次成型的计算机断层扫描(CT)显示聚合物系统的扩散和互锁。
使用计算机断层扫描(CT-computed tomography)对这种联系进行了研究。Stegelmann 说:“我们可以清楚地看到两种聚合物系统之间的扩散,这产生了机械联锁。”。“在优化加工温度方面仍然存在一些挑战,但我们看到了用局部插入件、密封件、夹子等原位功能化 3D 打印零件的真正机会。我们的下一步是通过海洋行业的技术组件来展示这一潜力。我们可以看到,未来大容量 3D 打印设施将配备我们的移动注塑系统作为标准,因为它可以为其零件打开。”
新型工艺、材料
尽管 Anybridge 使用各种标准材料,但该技术的创新性使其对开发新材料和工艺的公司具有吸引力。其中一家合作伙伴是结构热塑性复合材料型材供应商CQFD Composites(法国马尔豪斯)。CQFD Composites成立于 2006 年,开发了一种反应性热塑性拉挤系统。该技术使用低粘度己内酰胺单体的原位聚合来生产具有高玻璃纤维含量(高达 85%重量)的 PA6 拉挤型材。
CQFD 将这些材料称为“超级核心”(Supercore),并声称其具有其他优势,包括 50-62 千兆帕斯卡的模量,大约是传统玻璃纤维复合材料型材的 1.5 倍刚度,以及 2.0 克/立方厘米的密度。与使用铝(2.7 克/立方厘米)制成的型材相比,使用单向(UD)玻璃纤维(GF)制成的 CQFD 型材提供了更高的比刚度。此外,由于这些型材是热塑性复合材料,因此可以热成型、重塑和二次成型。

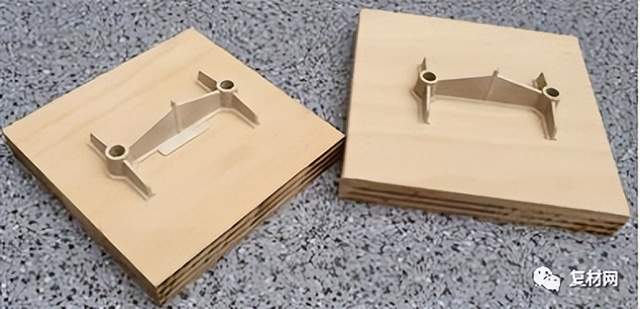
图4. 混合反应性热塑性复合材料拉挤成型。Anybridge展示了罗宾(ROBIN)在CQFD使用其反应性热塑性拉挤工艺(顶部)制造的高纤维含量(高达 85%重量)GF/PA6面板(底部)上包覆成型的能力。图片来源(顶部):CQFD
Stegelmann 说:“我们想展示一个工艺链,在这个过程链中,CQFD 的反应拉挤工艺可以与我们的自动化注塑生产线相结合。”。第一次演示使用了 CQFD 的内部 GF/PA6 型材和 Lanxess提供的带有 30%玻璃纤维的黑色 PA 化合物进行二次成型。二次成型特征(图 4)是 Anybridge 创建的一种形状,用于展示罗宾(ROBIN)可能带来的复杂性。它还为测试二次成型和基底之间的粘附性提供了良好的基础。
CQFD 创始人兼首席执行官 Frank Chauzu 表示:“由于 CQFD 复合材料的创新成分和正确的工艺参数,现在即使使用高度纤维填充的复合材料,也可以与包覆成型的 PA6 插件获得优异的粘合性。”。“Supercore型材也可与 PP 等其他材料组合兼容。为了达到这种兼容性,型材经过 CQFD 开发的特殊处理,以促进 PA6和 PP 材料之间的粘合。”
Stegelmann 指出,CQFD的测试产生了一种具有优异附着力的单材料系统。二次成型也使用三井化学的聚丙烯材料进行了演示。Stegelmann 说:“我对使用聚丙烯的第一次试验的良好粘合质量感到惊讶。”
Stegelmann 和 Chauzu还强调,可以在反应拉挤过程中使用工艺热,而不是像通常必要的那样预热型材进行二次成型。他们解释说,这将实现更好的工艺和能源效率。Stegelmann 说:“例如,PA 复合材料可能会被加热到 180至200°C,而不是让型材冷却,我们可以在拉挤离开系统时进行二次成型,以实现良好的连接,从而节省时间和工艺步骤。同样,二次成型并不是新的,我们只是让它直接成为工艺线的一部分,但具有更大的灵活性和更低的成本。”
Chauzu补充道,“由于 Anybridge 技术的巨大灵活性,与我们的热塑性拉挤技术相结合,导致了许多有趣的应用程序可以一起开发。”
在另一项试验中,Anybridge 能够证明罗宾(ROBIN)一种新型可持续生物基材料相结合的潜力。Stegelmann 说:“我们遇到了 Dongnam Realize(韩国大田),当时他们在去年巴黎的复合材料展上赢得了 JEC 创业大赛的冠军。”。“他们的 CXP 材料使用了一种由废木制品制成的纤维素基聚合物。”Dongnam Realize网站指出,纤维素交联聚合物(CXP-cross-linkedpolymer)可以由锯末、木屑、废弃蔬菜甚至入侵物种制成,例如某些芦苇和水葫芦。
Anybridge二次成型面板由天然复合木材(木质素基质中的纤维素纤维)和JEC奖得主Dongnam Realize的纤维素交联聚合物(CXP)制成。
Stegelmann 说:“Dongnam 向我们发送了一些他们的造粒材料,我们使用罗宾(ROBIN)进行了二次成型测试。”。“这些材料加工得非常好,为生产用于家具或消费品的功能化生物复合材料创造了全新的可能性,从而消除了对石油基塑料的需求。我们看到未来将罗宾(ROBIN)与这些纤维素聚合物一起使用有很大的潜力。”
Anybridge 的罗宾(ROBIN)技术生产各种更可持续的复合材料零件的机会似乎非常广泛,如果不是无限的话。Stegelmann 表示:“问题在于说服公司超越已知和熟悉的领域。”。“二次成型已经得到了很好的证明,并在复合材料中得到了越来越多的应用。我们只是让这一过程变得更灵活,以提供真正未来的解决方案,现在可以为制造商创造价值。”
注:原文见:《 Robotized system makes overmolding mobile,flexible 》2023.4.25