碳纤维增强复合材料电池箱轻量化设计
日期:2020-04-01
来源:
浏览:4026
[摘要] 对某电动汽车的电池箱进行轻量化设计。因上箱体主要作为密封件,故采用结构优化的轻量化方案,而下箱体主要作为承载件,因而采用碳纤维替换原始材料的轻量化方案。在碳纤维结构下箱体的轻量化设计中引入了多目标优化算法。仿真结果表明,所采用的轻量化方案在减轻质量的同时,还有效提高了电池箱的刚度和模态频率。
关键词:电动汽车;电池箱;轻量化设计;碳纤维复合材料;多目标优化前言
汽车已经向“轻量化、电动化、智能化”转型,2017年电动汽车的总销量约为333万辆,比2016年增长26.0%。尽管电动汽车的销量飞速增长,但其续航里程一直饱受诟病,甚至引发“里程焦虑”。在当前的电池技术背景下,提升电动汽车续航里程的技术主要依赖车辆结构的轻量化。
汽车轻量化主要从结构优化、新材料利用和先进制造工艺运用3个方面着手。结构优化已经相对成熟,因此要进行更深层次的轻量化设计,新材料利用成为主要选择。碳纤维增强复合材料凭借密度低、强度高、刚度大等优点,已在车身结构中大量应用。
本文中对某车型的电池箱进行轻量化设计。所涉及的优化技术主要包括:形貌优化、尺寸优化、自由尺寸优化、多目标优化和顺序优化等。在电池箱轻量化过程中,提出了评价电池箱结构安全性的挤压工况,而且应用多种优化方案,实现了电池箱的轻量化目标。
1 电池箱有限元模型建立
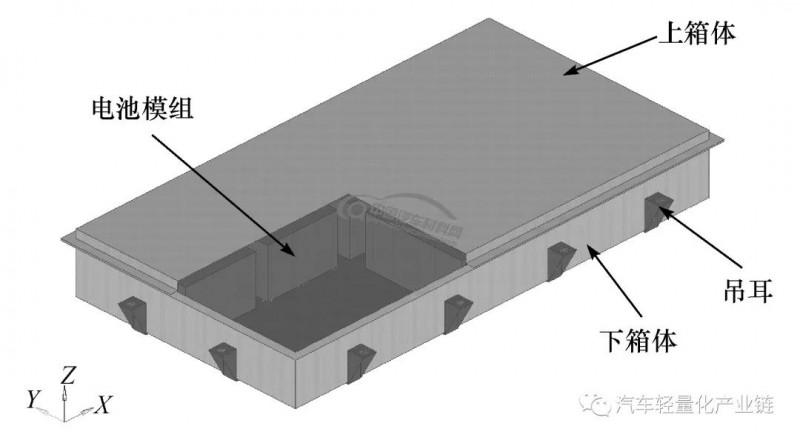
所研究的电池箱是根据某车型的实体模型测绘得到的。其外观尺寸为1600 mm×850 mm×175 mm;单个电池模组的尺寸为375 mm×270 mm×175 mm,共计10个电池模组。上箱体厚度为3 mm,下箱体侧板厚度为4 mm,下箱体底板和吊耳的厚度为5 mm。原电池箱采用的材料是6082-T6铝合金,其密度为2.7×10-9 t/mm,泊松比为0.32,弹性模量为7.2×104 MPa,屈服强度为285 MPa,抗拉强度为355 MPa。
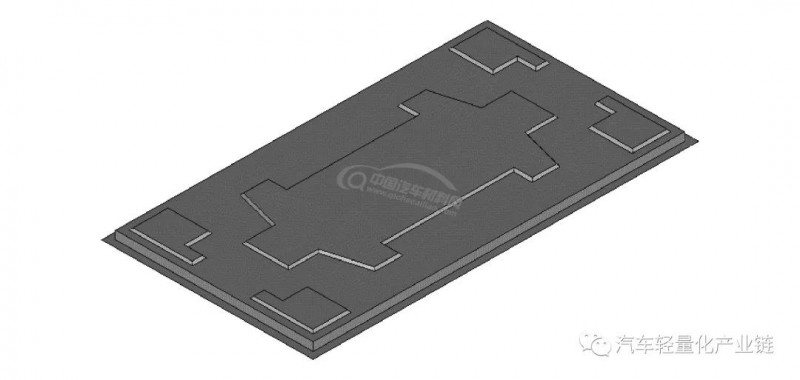
为建模方便,本文中不考虑电池系统的线束和其他附件,将电池模组和模组固定结构合并考虑。在电池箱的仿真计算中,电池模组不发生变形,但须确保质量分布和载荷传递路径与实际相符,因此电池模组选择六面体网格模拟,平均单元尺寸为15 mm。上下箱体采用壳单元模型,平均单元尺寸为5 mm。所建立的电池箱有限元模型如图1所示,电池箱结构各部件的质量分布如表1所示。
图1 电池箱有限元模型
表1 电池箱各部件质量分布
2 仿真工况确定与性能分析
2.1 仿真工况确定
综合电动汽车电池箱的研究现状、电池箱实际工作载荷和企业要求,确定如表2所示的典型工况。
2.2 原电池箱性能分析
2.2.1 模态分析
电池箱的前4阶模态频率如表3所示,第1阶模态频率为20.67 Hz,低于设计要求的30 Hz。
2.2.2 随机振动分析
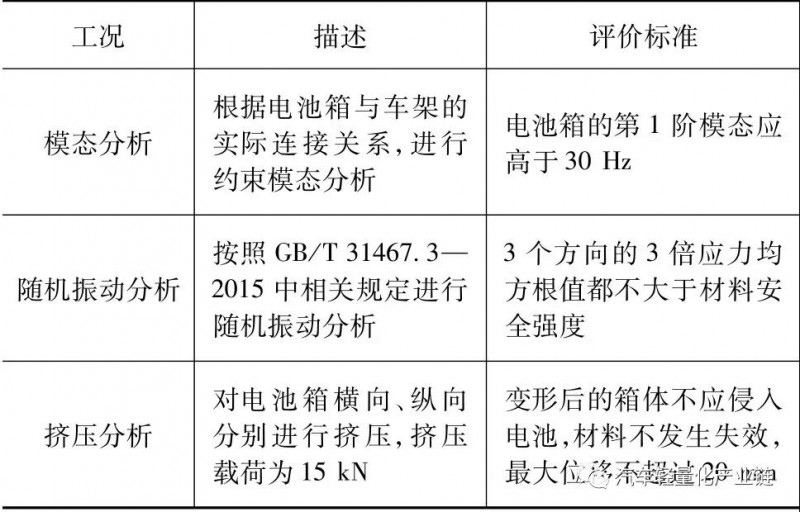
X、Y、Z三向的随机振动参数按照GB/T 31467.3—2015中表2、表4、表5执行。三向的1σ应力云图分别如图2~图4所示。对应的3σ应力分别为30.1、81.6和196.0 MPa,均小于材料的屈服强度。
表2 典型仿真工况
表3 原电池箱前4阶模态频率
图2 X向激励下1σ应力云图
图3 Y向激励下1σ应力云图
2.2.3 挤压分析
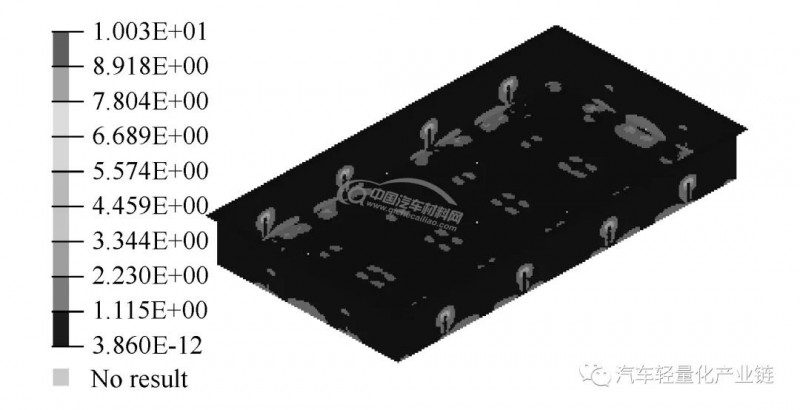
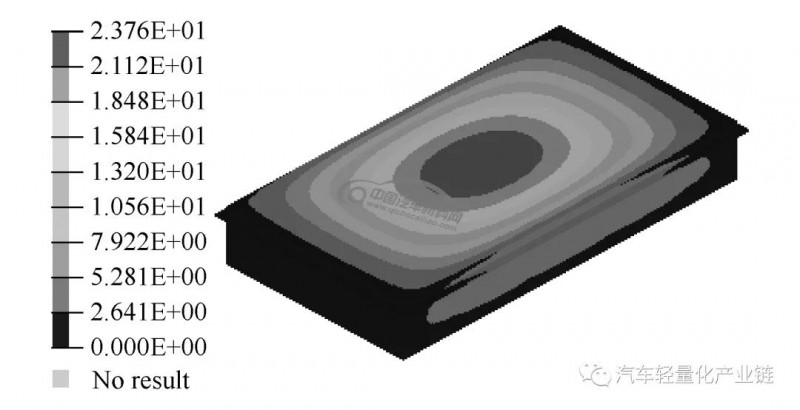
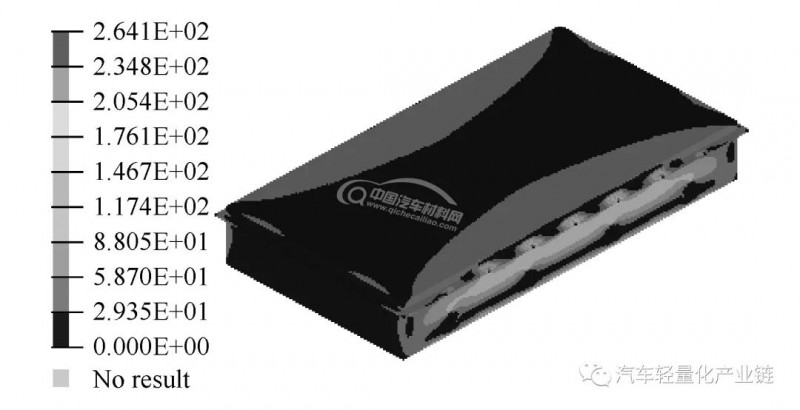
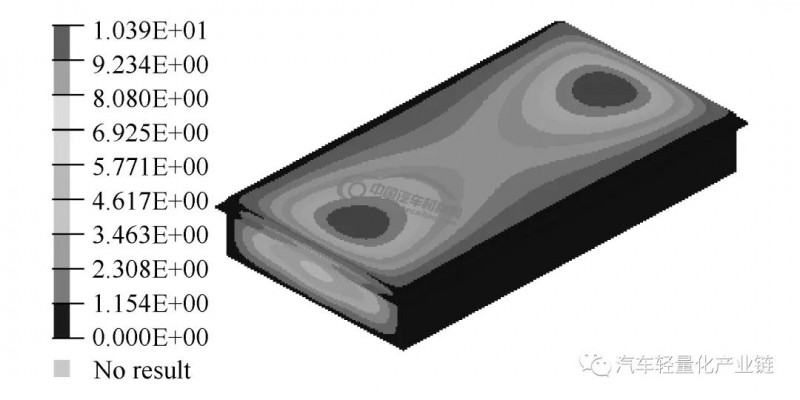
按照表2说明的挤压工况对电池箱进行分析,得到的横向挤压位移云图如图5所示,应力云图如图6所示,其中大位移为23.76 mm,大应力为264.1 MPa。纵向挤压工况下的位移云图如图7所示,应力云图如图8所示,其中大位移为10.39 mm,大应力为238.0 MPa。
图4 Z向激励下1σ应力云图
图5 横向挤压工况位移云图
图6 横向挤压工况应力云图
图7 纵向挤压工况位移云图
图8 纵向挤压工况应力云图

3 上箱体优化
上箱体不是主要承载部件,考虑成本因素继续采用铝合金材料。对上箱体采用形貌优化和尺寸优化方法进行轻量化设计。
3.1 上箱体形貌优化
模态分析中发现,电池箱的第1阶模态过小,且第1阶振型主要集中在上箱体,因此对上箱体进行形貌优化来提高电池箱的模态频率。加强筋起筋方向选为垂直箱体表面向上,小宽度设为30 mm,起筋高度为10 mm,并对加强筋施加前后左右对称的约束。
形貌优化结果如图9所示。形貌优化只是给设计人员提供概念指导,其结果并不能直接用于加工制造,必须对其优化结果进行形状修整。依据形貌优化给出的结果,修整后的电池箱上箱体形貌如图10所示。
图9 形貌优化结果
图10 修整后上箱体形貌结果
3.2 上箱体尺寸优化
原始上箱体的厚度为3 mm,利用尺寸优化确定佳的上箱体厚度。尺寸优化的设计变量为上箱体的所有单元,约束为第1阶模态频率高于30 Hz,优化目标为质量小。经过8步迭代后,得到上箱体的佳厚度为1.85 mm,考虑到加工制造工艺,终选取上箱体厚度为2 mm。
4 下箱体优化
下箱体属于主要承载部件,为对其进行轻量化设计和探索复合材料优化技术,采用碳纤维复合材料替换原铝合金材料的优化方案。
4.1 碳纤维复合材料力学试验
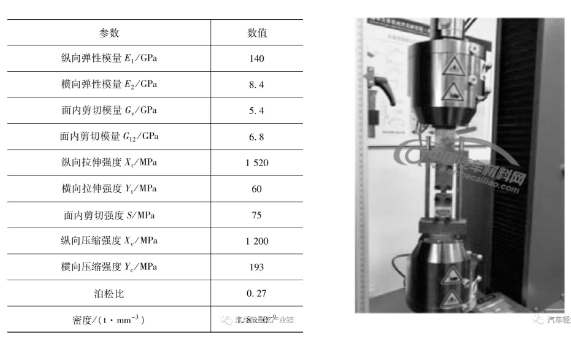
碳纤维复合材料属于正交各向异性材料,将其应用在汽车结构上可极大降低汽车质量,但其力学参数受多种因素影响,例如加工工艺、丝束规格等。因此为获取准确的力学参数,参照美国材料试验协会相关力学性能测试标准完成试验,获取的力学参数如表4所示。试验设备如图11所示,试验样件中90°纤维的压缩试件如图12所示。
表4 碳纤维力学参数 图11 力学参数试验设备
4.2 下箱体自由尺寸优化
复合材料的铺层方式和铺层角度的选取对结构性能具有一定影响,本文中选择常见的4种铺层角度,分别为0°、+45°、-45°和90°,铺层方式采用对称铺层。自由尺寸优化中超级层厚度为3 mm,为得到良好的优化结果,设定优化结果中小区域尺寸为50 mm,+45°和-45°具有相同的分布形状,下箱体大厚度为20 mm,小厚度为3 mm。自由尺寸优化要素如表5所示。
图12 90°纤维压缩试件

表5 自由尺寸优化要素
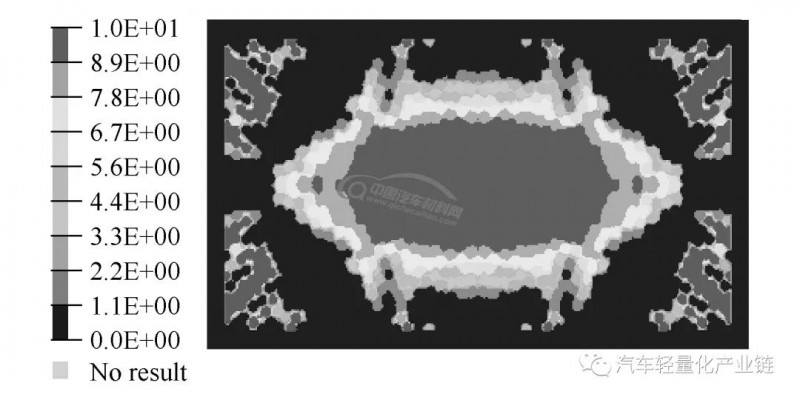
根据以上的设计要素提交Optistruct进行求解,经过25步迭代之后,优化结果收敛,得到的复合材料厚度分布如图13所示。
图13 自由尺寸优化所得厚度分布
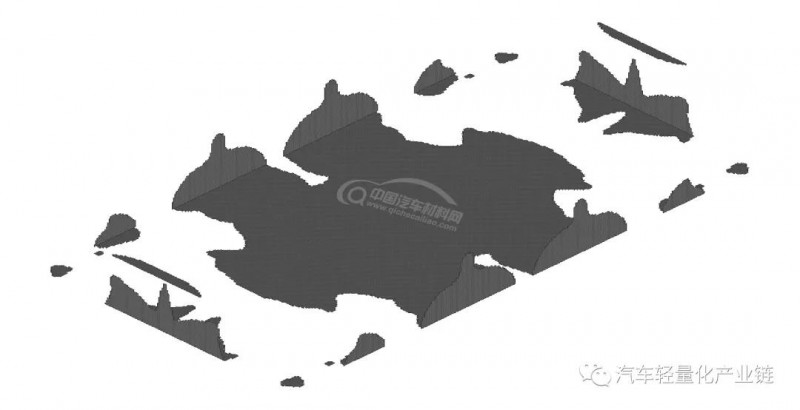
针对不同角度的厚度分布,Optistruct会用不同形状的4个单层拟合自由尺寸优化所得到的结果。初始铺层共包含4种角度,经过自由尺寸优化共产生16个铺层。由于篇幅所限,这里仅将90°层的第3个形状进行展示,如图14所示。
4.3 下箱体尺寸优化
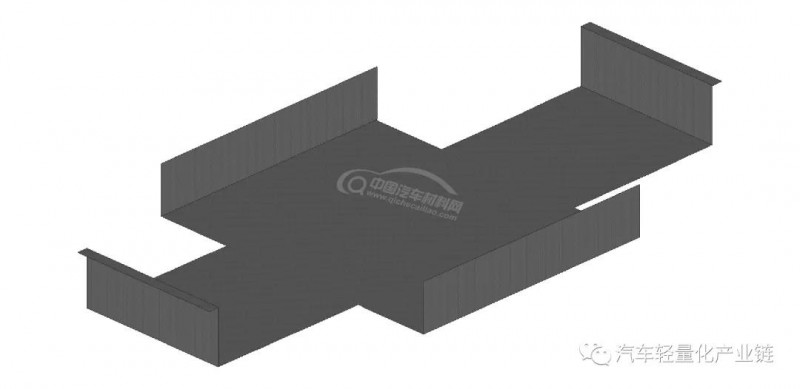
虽然在自由尺寸优化过程中控制了碎片尺寸,但是从图14中可以看出,所得形状是不规则的。所以尺寸优化的第1步需要对自由尺寸优化得到的形状逐个修整。90°层第3个形状修整后的结果如图15所示。
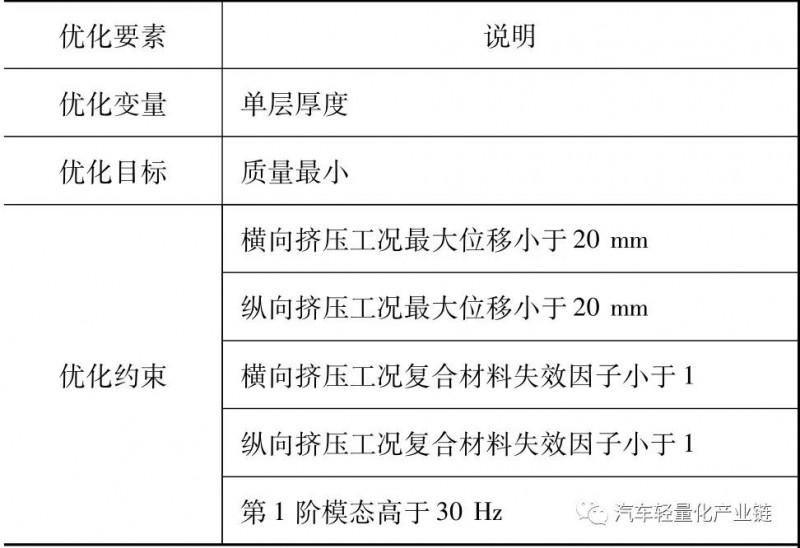
尺寸优化的目的是给多目标优化提供合理的设计变量初值。因此在尺寸优化中应考虑碳纤维的单层厚度,本文所采用的碳纤维单层厚度为0.25 mm,尺寸优化要素如表6所示。
图14 90°层第3形状
图15 修整后90°层第3形状
表6 尺寸优化要素
4.4 下箱体多目标优化
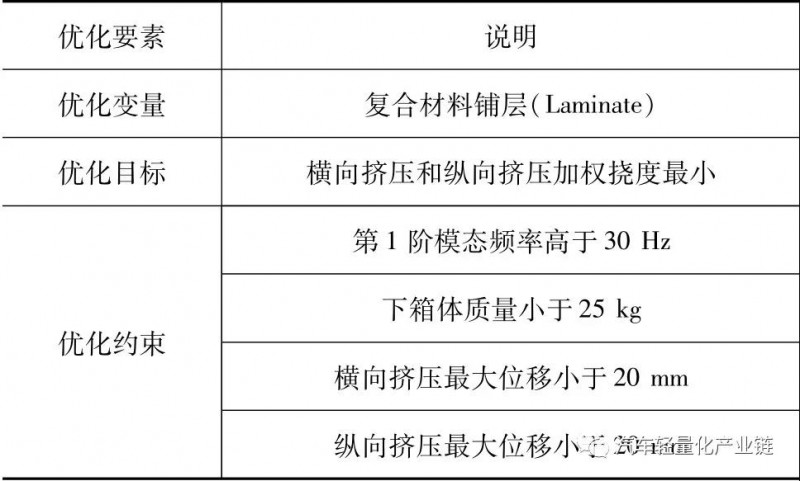
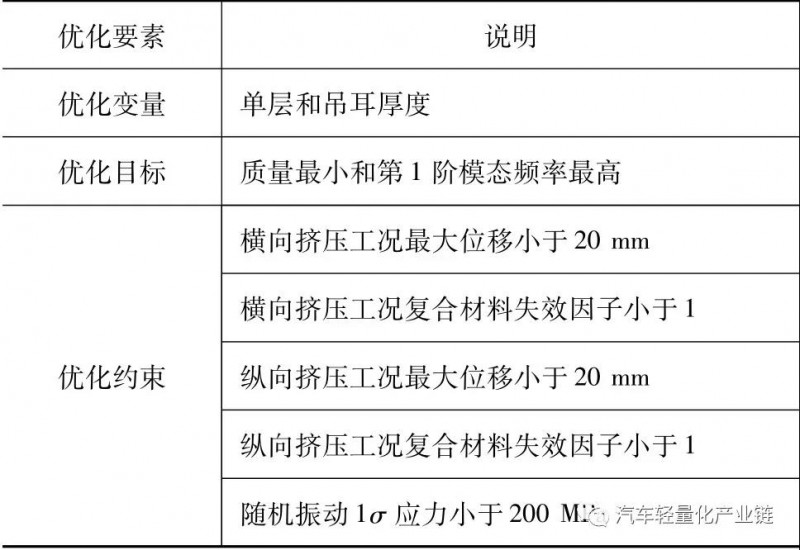
将电池箱的模态频率和质量作为关注目标,选取典型工况响应作为约束,对电池箱进行多目标优化。取碳纤维疲劳强度为600 MPa,所涉及的优化要素如表7所示。
多目标优化过程中需要多次求解典型工况响应。为缩短优化时间,典型工况的响应通过近似模型得到。近似模型建立过程如下:先利用优拉丁超立方的方法生成150组样本点;然后提取各个样本的典型工况响应,建立2阶响应面近似模型;后对精度较低的近似模型采用增加样本点的方法改善精度,保证所有近似模型的R2值均在0.9以上。
在Isight软件中搭建多目标优化流程,采用NSGA-II算法对多目标优化问题进行求解,得到的帕累托解集如图16所示。
表7 多目标优化要素
图16 多目标优化的帕累托解集
表8 多目标优化结果
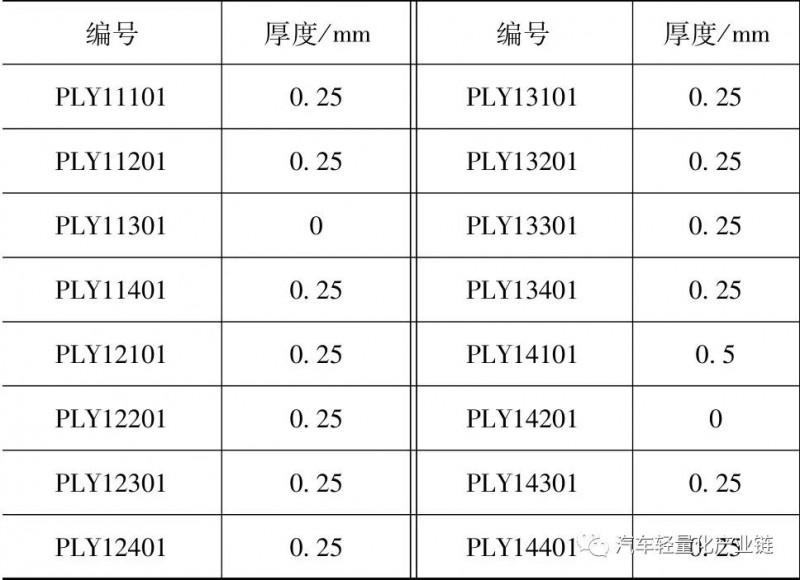
结合实际要求,选取质量23 kg(下箱体和吊耳的质量)和第1阶模态频率30 Hz作为多目标优化的结果,对应设计变量取值如表8所示。表中编号的第1个数字代表铺层结构,本文中只有一种对称铺层结构,所以均为1;第2个数字代表铺层角度,1代表0°铺层、2代表+45°铺层、3代表-45°铺层、4代表90°铺层;第3个数字代表对应铺层角度的铺层形状,1为第1种形状,2为第2种形状,以此类推;后两位数字代表对应形状的层数,1表示第1层。
4.5 下箱体铺层顺序优化
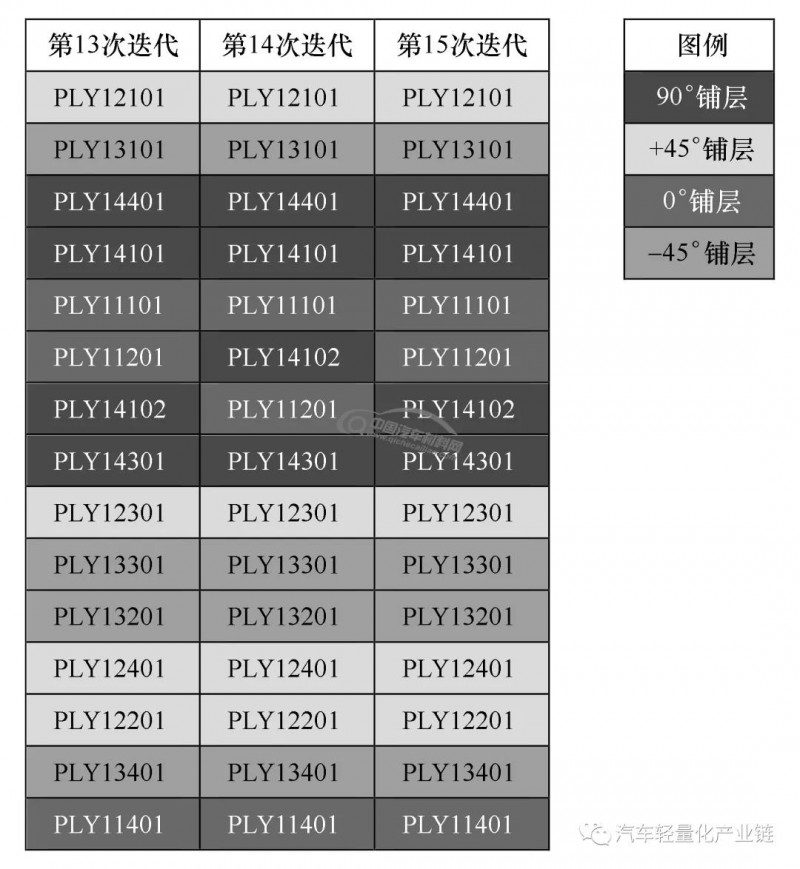
为提高碳纤维结构的可制造性,对铺层顺序进行优化。优化约束如下:,+45°和-45°层成对出现;第二,相同角度铺层连续出现的次数不超过2次;第三,结构表面铺层角度为+45°或-45°。利用Optistruct进行求解,所得铺层顺序的结果如图17所示。因为采用了对称铺层结构,所以结果中仅显示一半的铺层顺序。
图17 顺序优化结果
5 优化结果验证
为简化优化问题,在电池箱多目标优化过程中未考虑某些工况,且终的优化结果是根据近似模型得到,所以有必要对终设计进行结果验证。
表9 优化后模态频率

5.1 模态分析
碳纤维结构电池箱前4阶模态频率如表9所示。第1阶模态频率为30.6 Hz,满足高于30 Hz的优化要求,其他阶次的频率相比优化前均有不同程度的提高。
5.2 随机振动分析
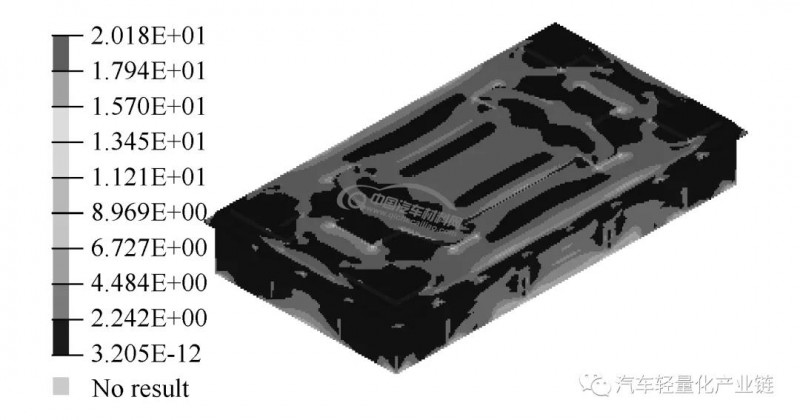
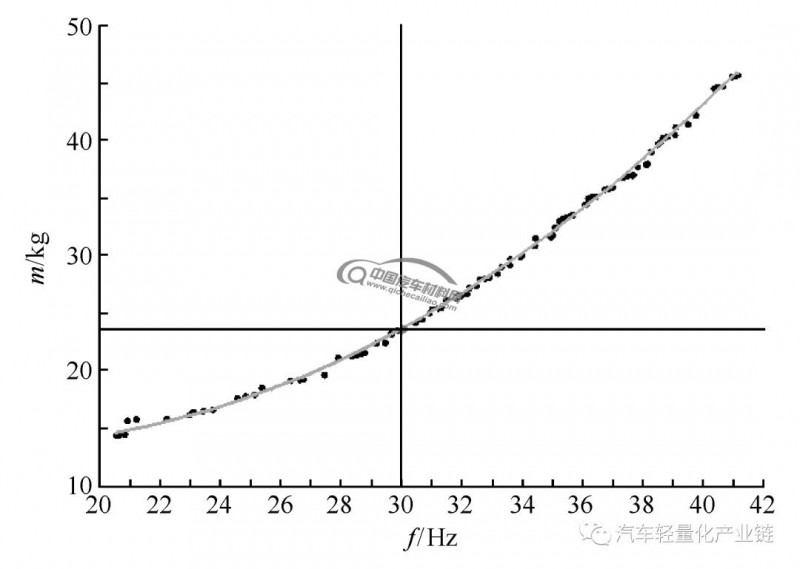
X、Y、Z 3个方向的1σ应力云图如图18~图20所示。3个方向的大1σ应力分别为8.4、25.1和20.2 MPa。对应的3σ应力均小于铝合金的屈服强度,也远小于碳纤维的疲劳强度(600 MPa)。
图18 X向随机振动1σ应力分布
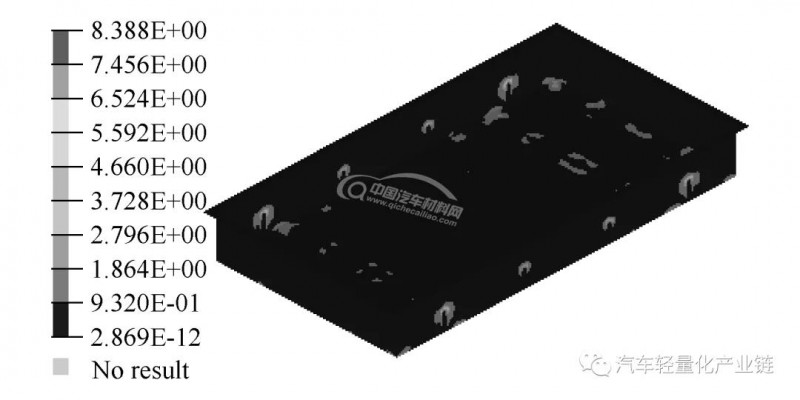
图19 Y向随机振动1σ应力分布
图20 Z向随机振动1σ应力分布
5.3 挤压分析
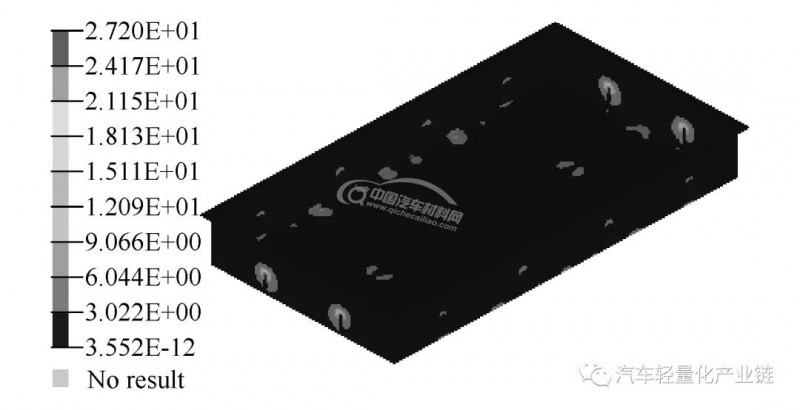
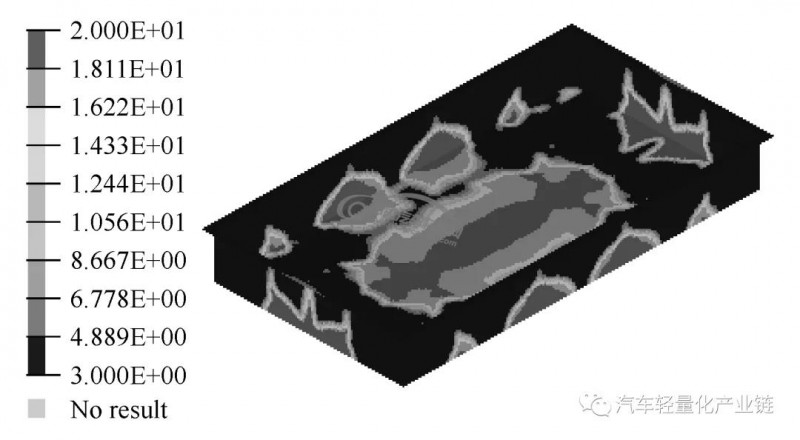
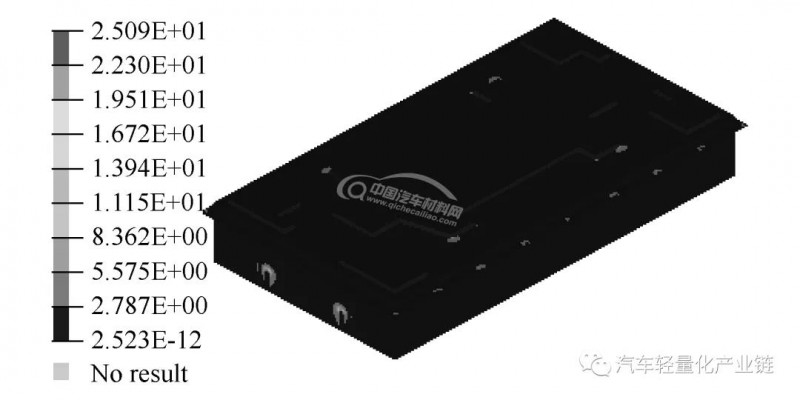
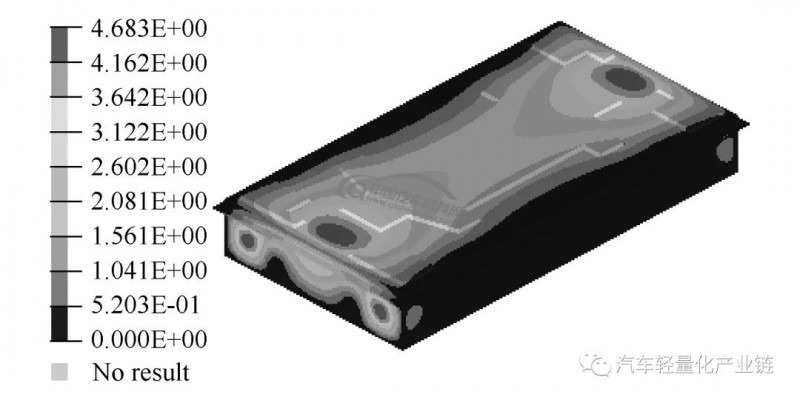
横向挤压工况下的位移云图如图21所示,大位移为7.19 mm。复合材料失效因子分布如图22所示,大失效因子为0.43。应力云图如图23所示,大应力为264.8 MPa。纵向挤压工况下的位移云图如图24所示,大位移为4.68 mm。复合材料失效因子分布如图25所示,大失效因子为0.62。应力云图如图26所示,大应力为261.2 MPa,小于铝合金材料的屈服强度,复合材料失效指数小于1,满足设计要求。
图21 横向挤压位移云图
图22 横向挤压复合材料失效云图
图23 横向挤压应力云图
图24 纵向挤压位移云图
图25 纵向挤压复合材料失效云图
图26 纵向挤压应力云图

6 结论
(1)在对电池箱的性能分析中,提出了挤压分析工况,进一步提高了电池箱的安全性。
(2)采用形貌优化和尺寸优化方法对铝合金上箱体进行了轻量化设计,采用自由尺寸优化、尺寸优化、多目标优化、顺序优化方法对碳纤维复合材料下箱体进行了铺层厚度和铺层顺序优化,取得了良好的轻量化效果。
(3)轻量化后的电池箱第1阶模态频率提高49%,横向挤压大位移降低69%,纵向挤压大位移降低55%,质量减轻29.8%。






 English
English 简体中文
简体中文































